
Imprimer le relief terrestre en 3D
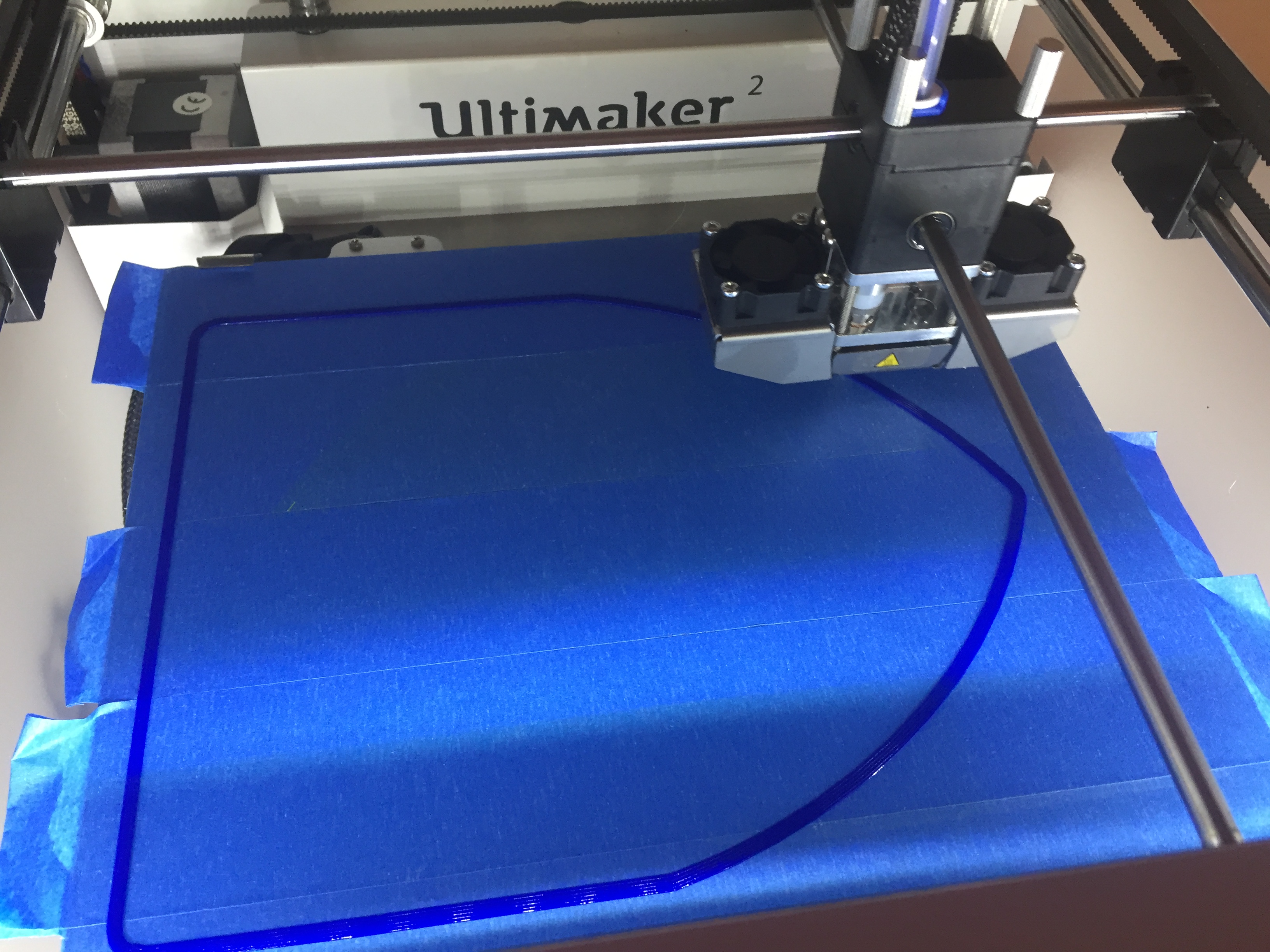
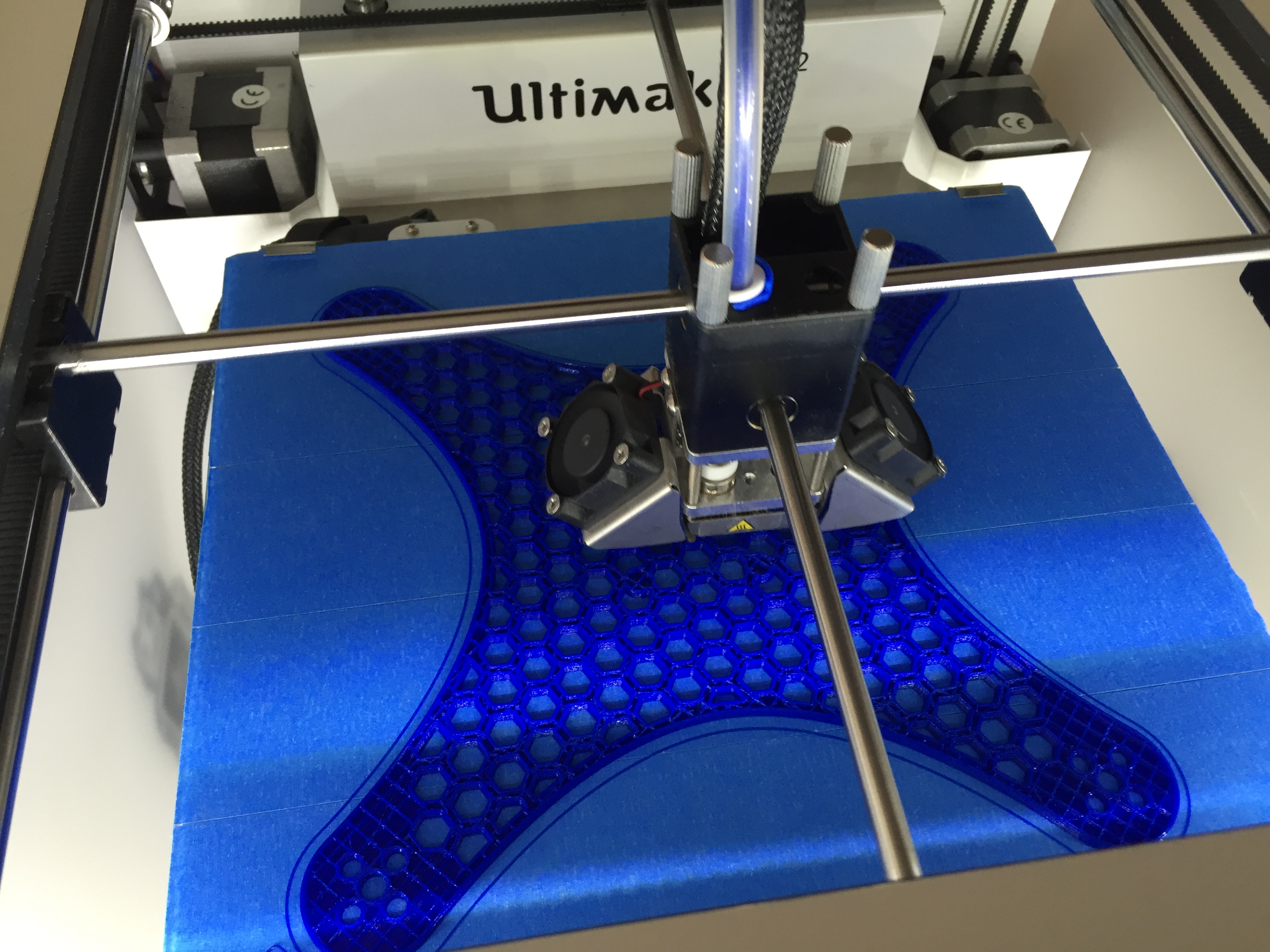
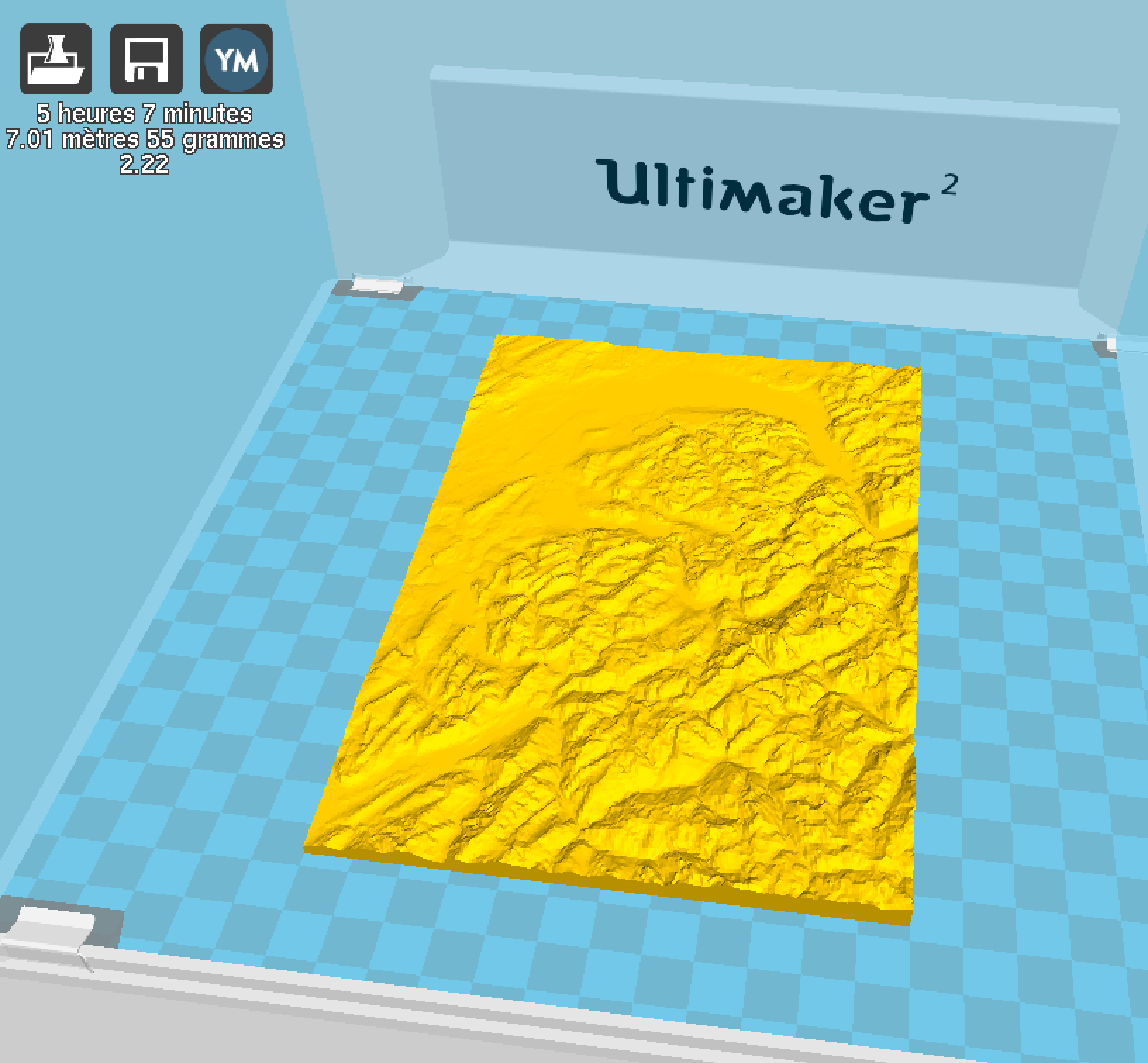
L’ensemble des données altimétriques de la Terre est disponible gratuitement sur Internet. Dès lors, pourquoi ne pas les exploiter pour modéliser et imprimer le relief terrestre en 3D? C’est ce qu’a fait notre collègue bernois Gregor Lütolf, qui a imprimé en 3D le canton de Berne au 1:25’000! Les impressions ont été réalisées avec une Ultimaker 2.

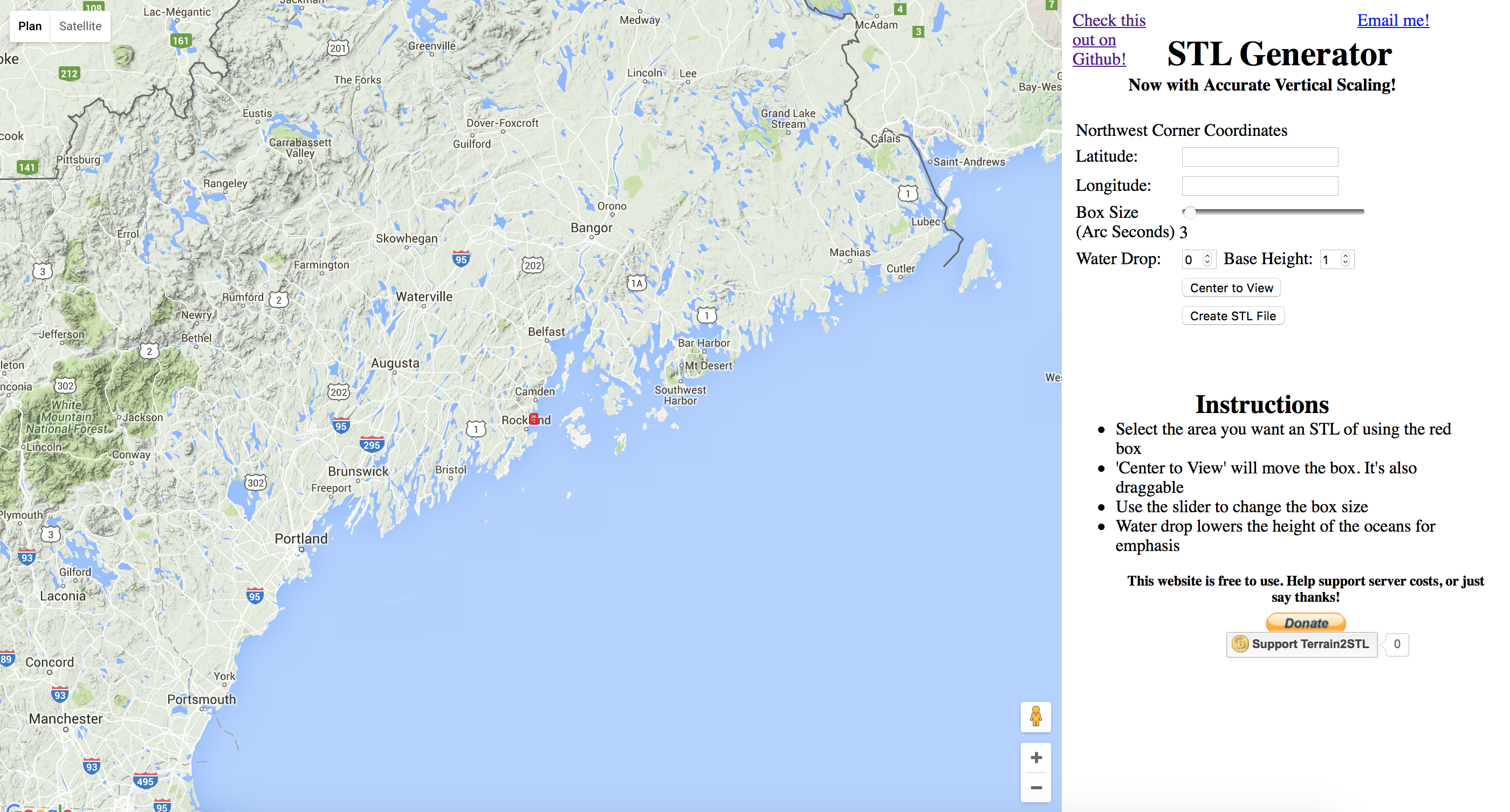
Ce travail nécessite néanmoins de maîtriser des logiciels de Système d’Information Géographique (SIG), relativement complexes. Il existe maintenant une méthode plus simple, qui s’appuie sur les données altimétriques de GoogleEarth: Terrain2STL: http://jthatch.com/Terrain2STL/. Ce site web permet en effet de sélectionner un polygone n’importe où dans le monde et de l’exporter au format .stl, donc prêt pour l’impression en 3D. La résolution verticale est de 90m. Voici comment faire.
Création du fichier .stl
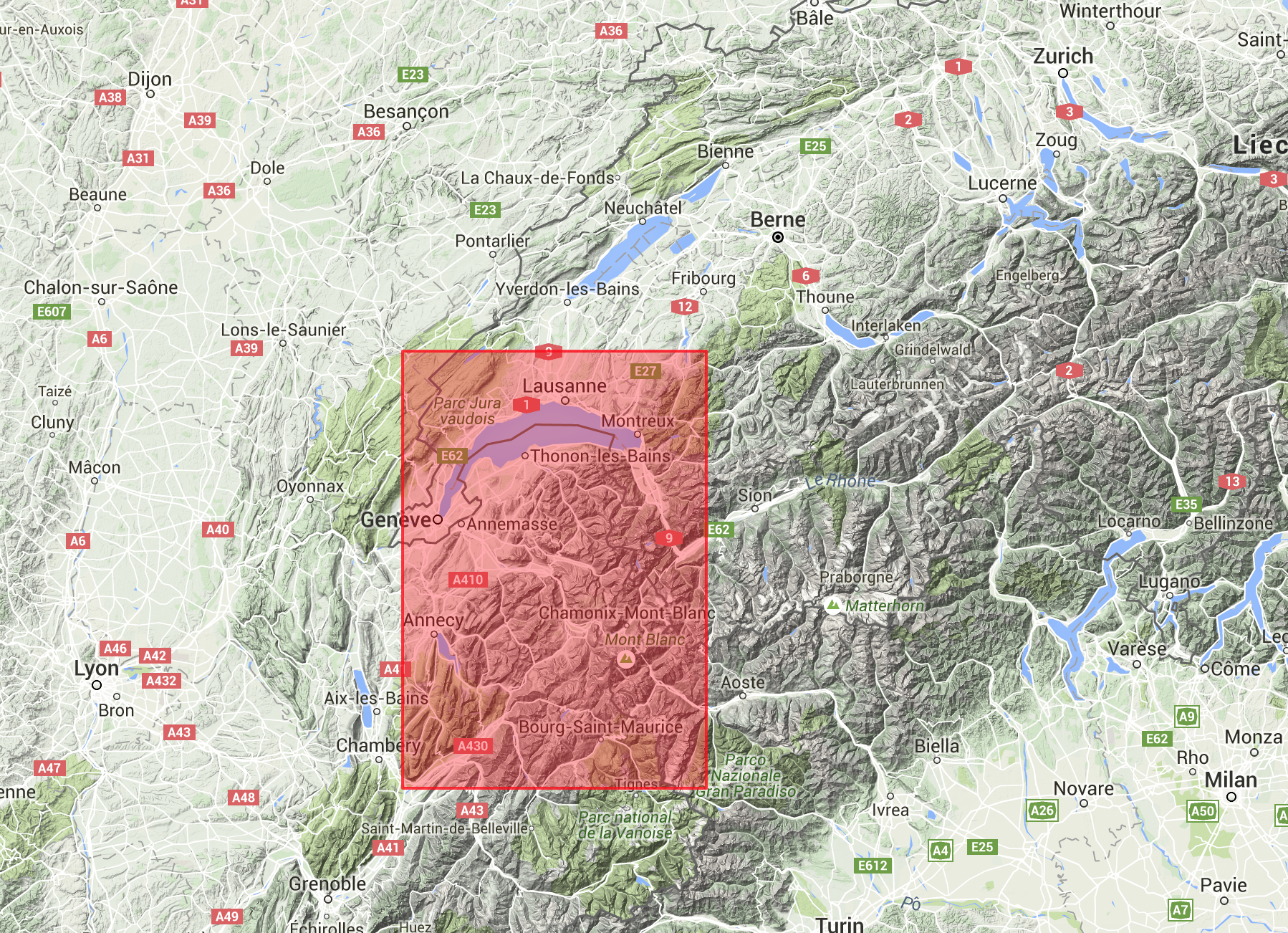
Aller sur http://jthatch.com/Terrain2STL/ et sélectionner la partie du monde voulue.
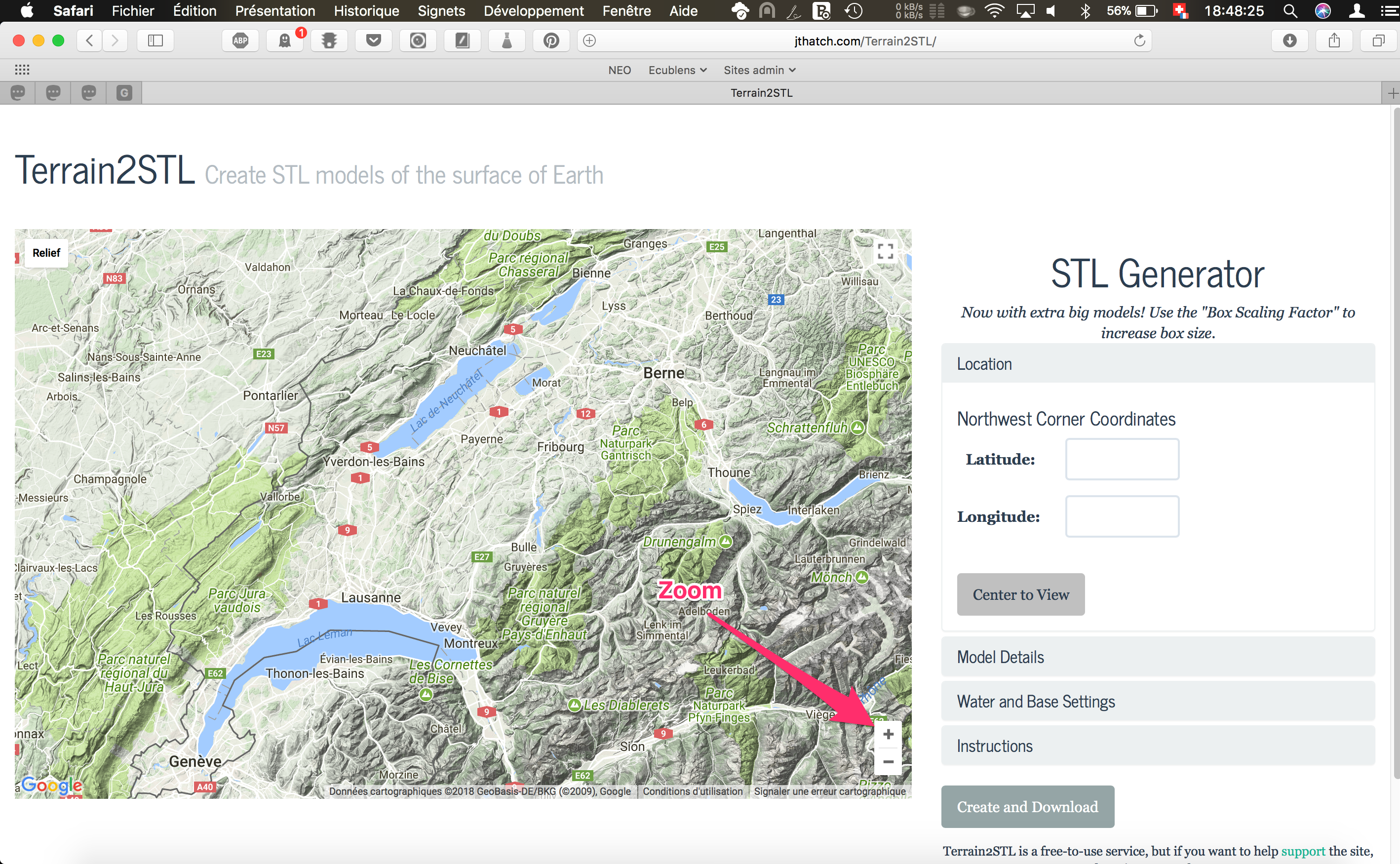
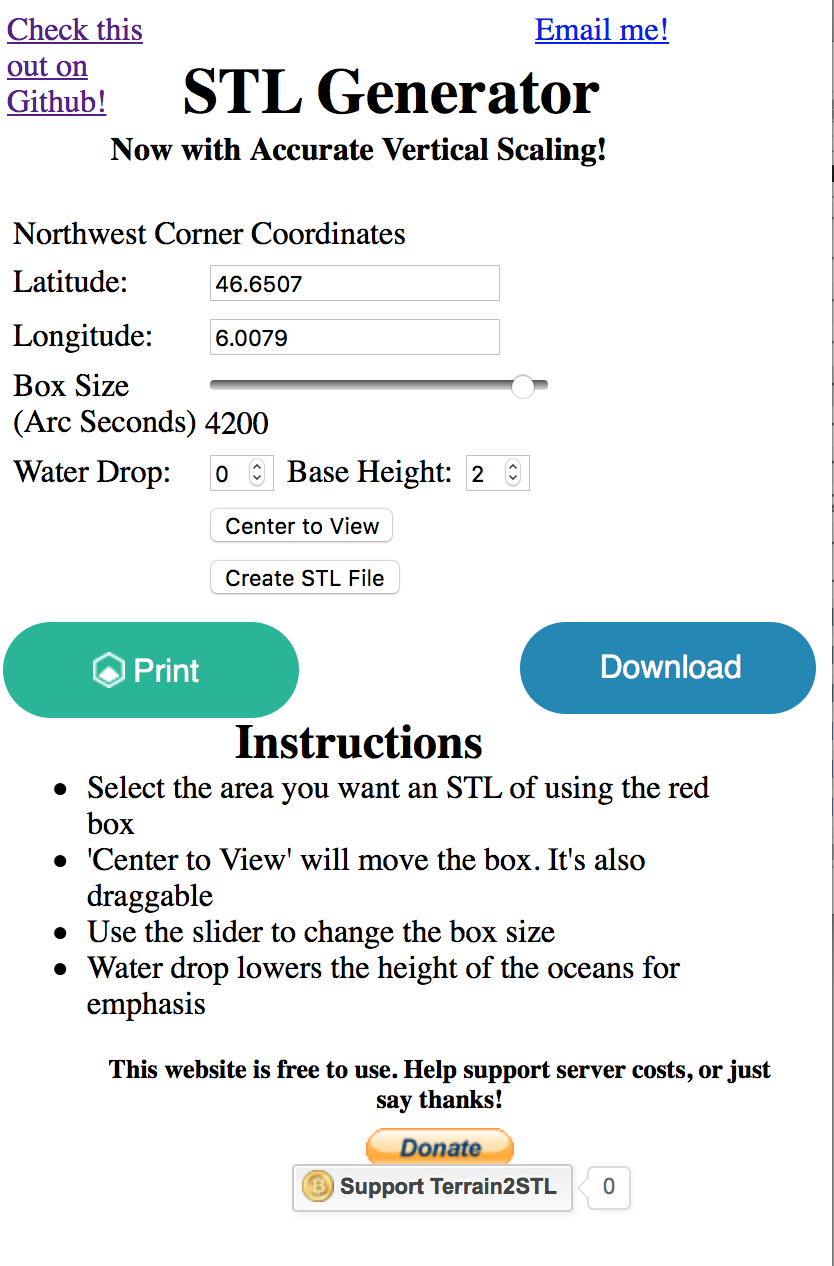
Cliquer sur Model Details. Modifier Box size. Ce paramètre permet de sélectionner la taille de la zone de sélection du terrain.
Box Scalling Factor permet d’augmenter la taille de la zone de sélection au-delà de la taille maximum. Cela permet de prendre en compte de très grandes régions; mais souvent, le serveur patine et retourne une erreur avec les très grandes zones.
Box Rotation permet de faire tourner la zone de sélection.
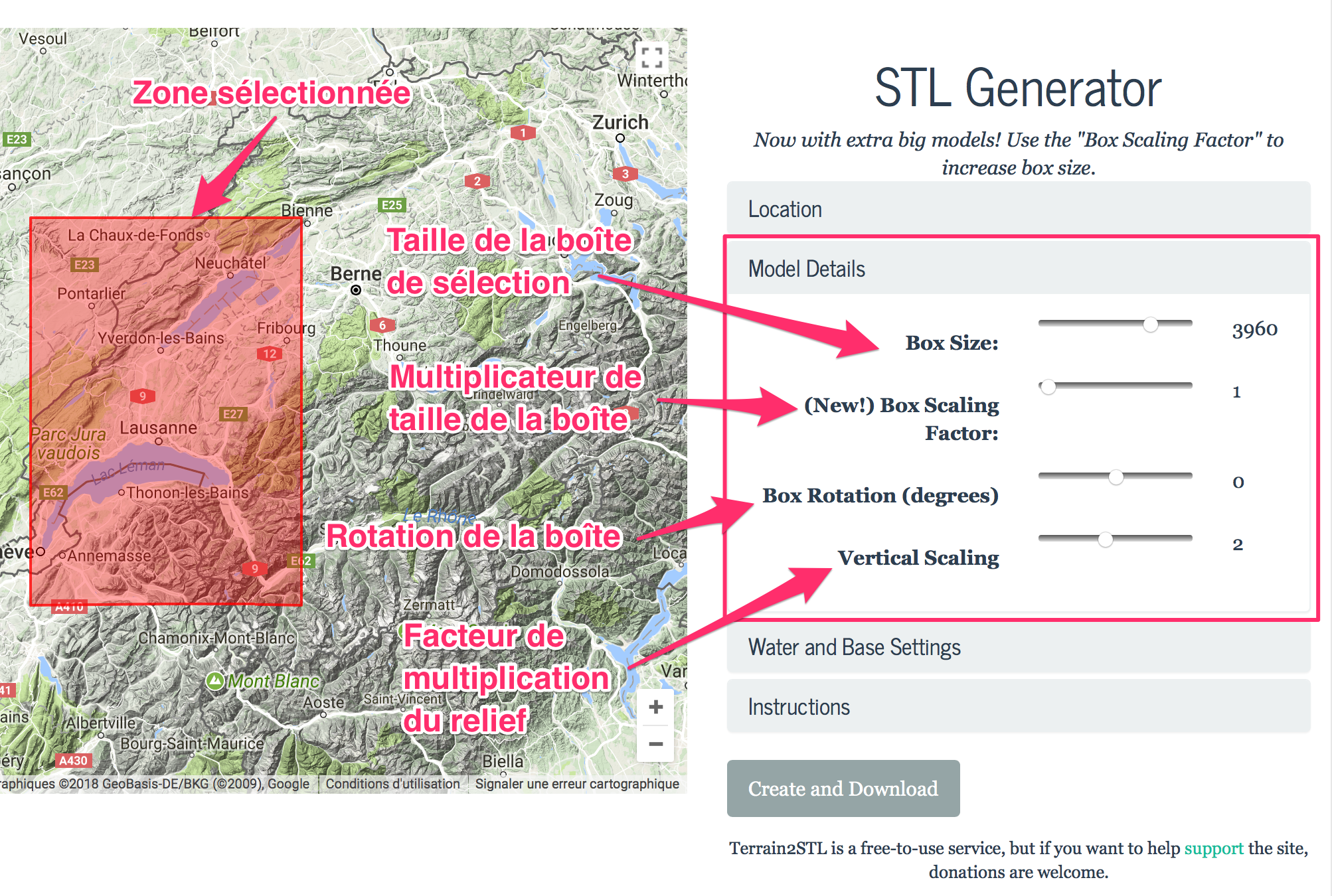
Enfin, et c’est très important, Vertical Scalling permet de modifier le facteur de l’axe Z. Cela permet d’accentuer le relief. Voici un premier exemple:
Dans le cas du Mont Everest, on peut remarquer qu’une échelle de l’axe Z similaire aux axes X et Y suffit pour bien percevoir le relief.
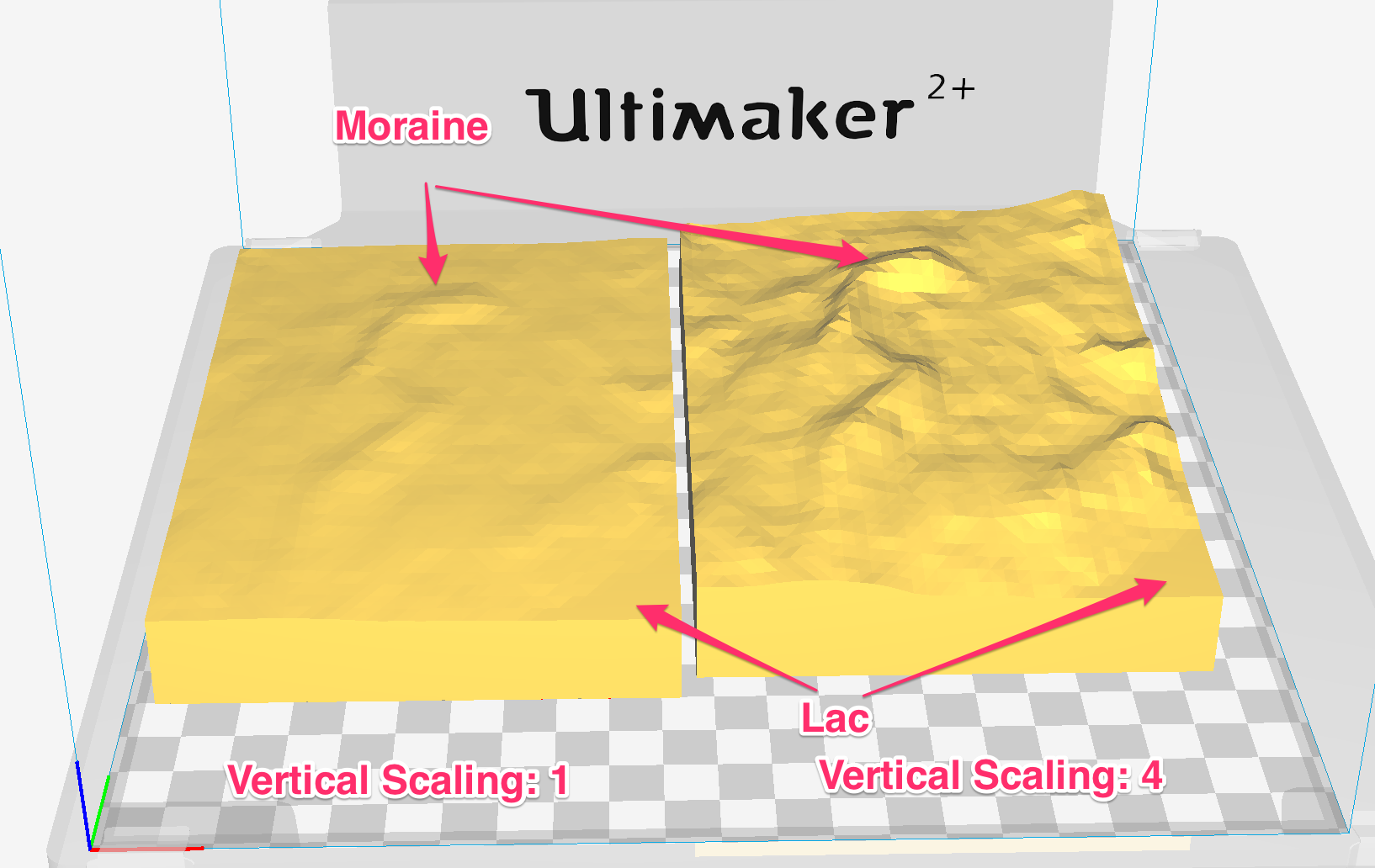
Voici maintenant le cas d’Ecublens et de sa moraine. Avec une échelle 1:1 pour les axe X, Y et Z, la perception du relief est difficile, contrairement à une échelle 4:1 pour l’axe Z.
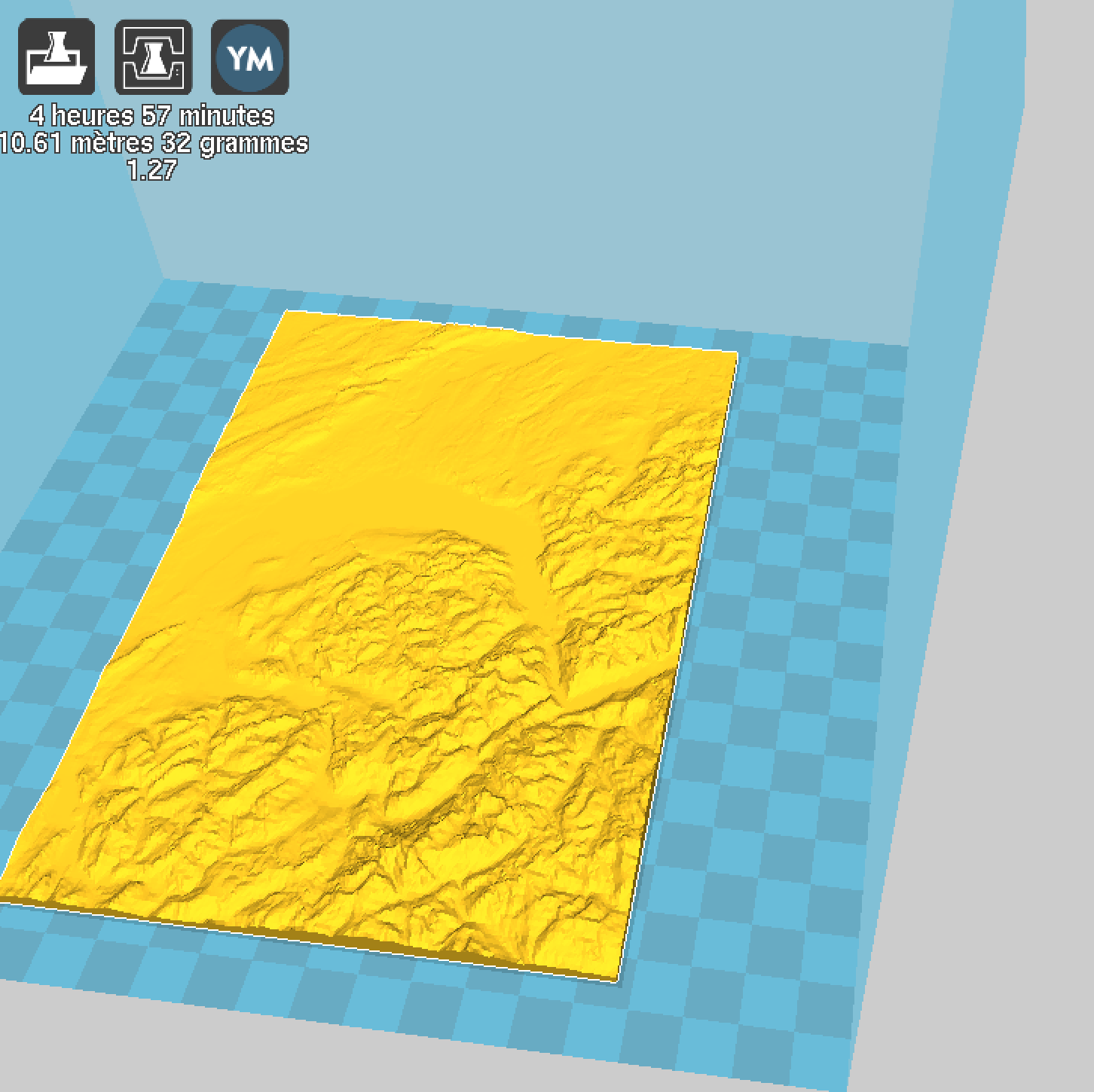
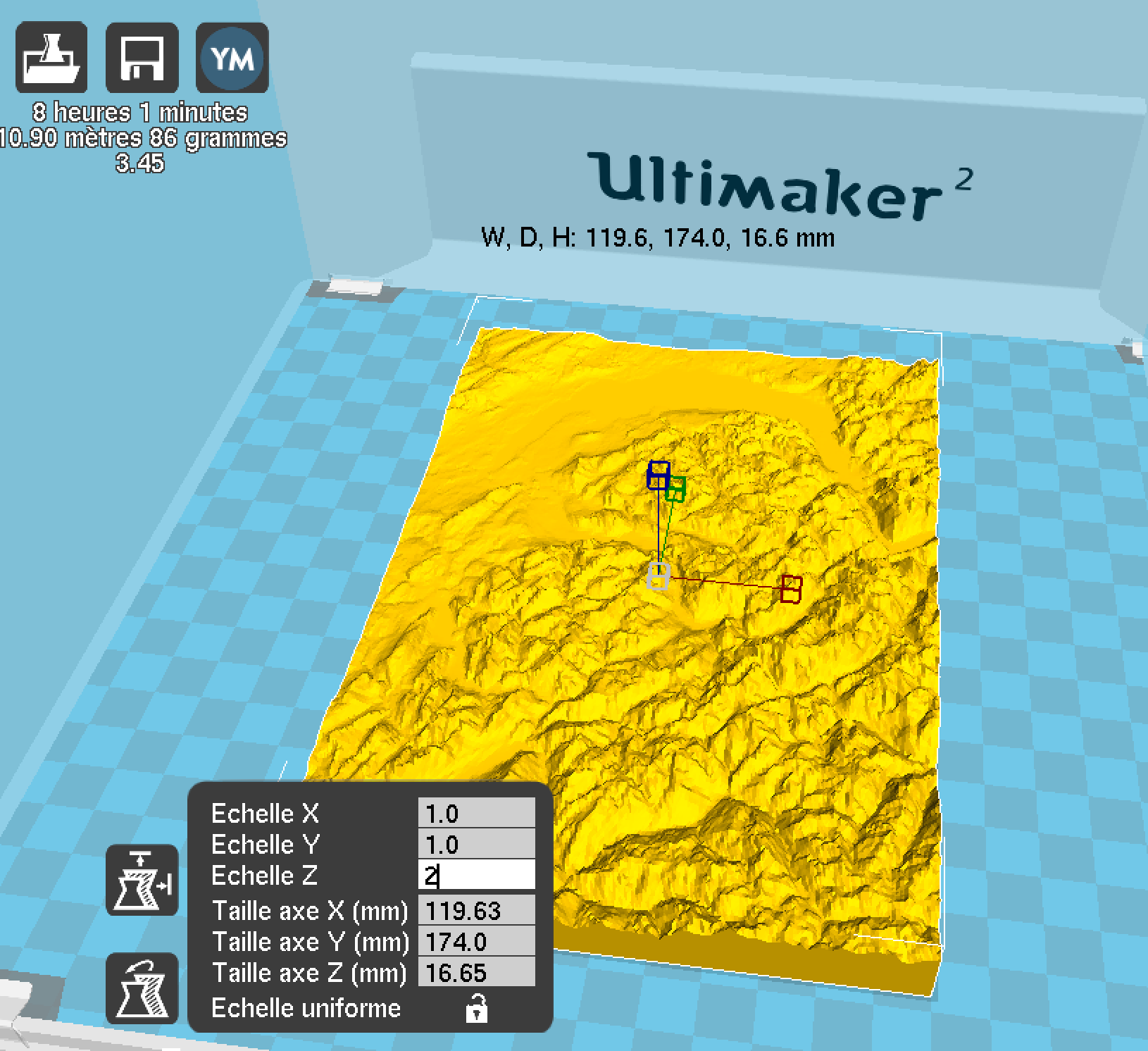
Évidemment, on ne va pas traiter la Hollande comme le Népal! Une approche pédagogique intéressante, pour la Suisse, est de générer un modèle des Alpes avec un facteur de multiplication de l’axe Z de 2 et de l’imprimer. Puis de refaire la démarche avec un facteur de 1. Dans ce cas, la hauteur des montagnes est proportionnelle aux axes horizontaux. Cela permet de relativiser la hauteur réelle des Alpes…
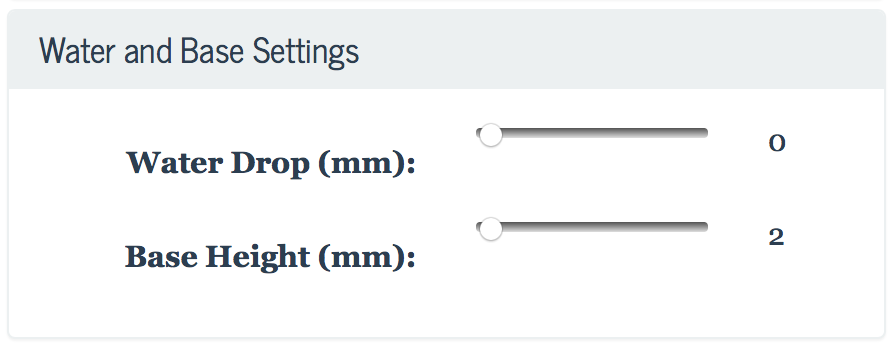
Enfin, les dernières options Water and Base Settings permettent de baisser le niveau des océans, afin de mettre en évidence les côtes (Water Drop) et d’augmenter la hauteur de la base du modèle 3D (Base Height).
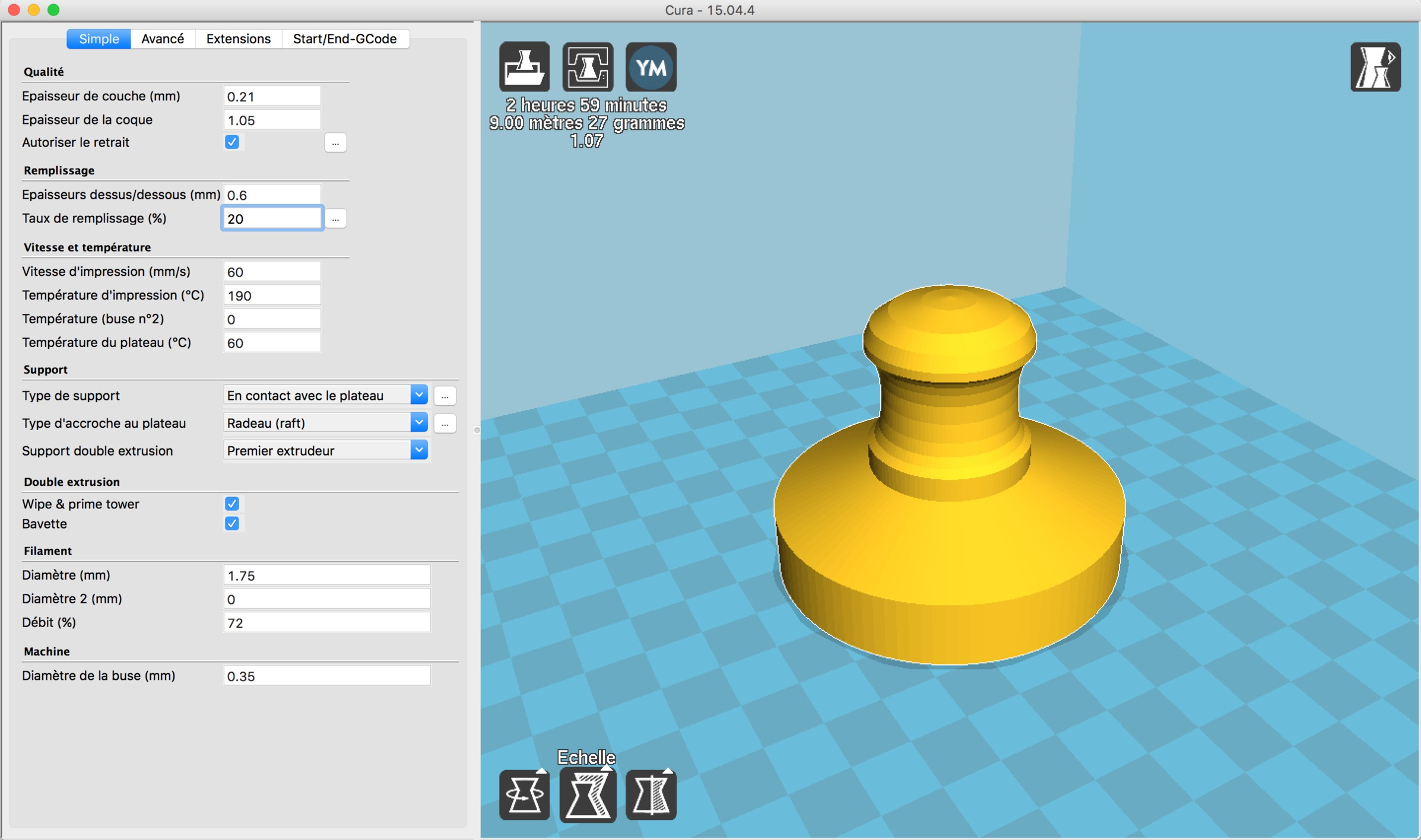
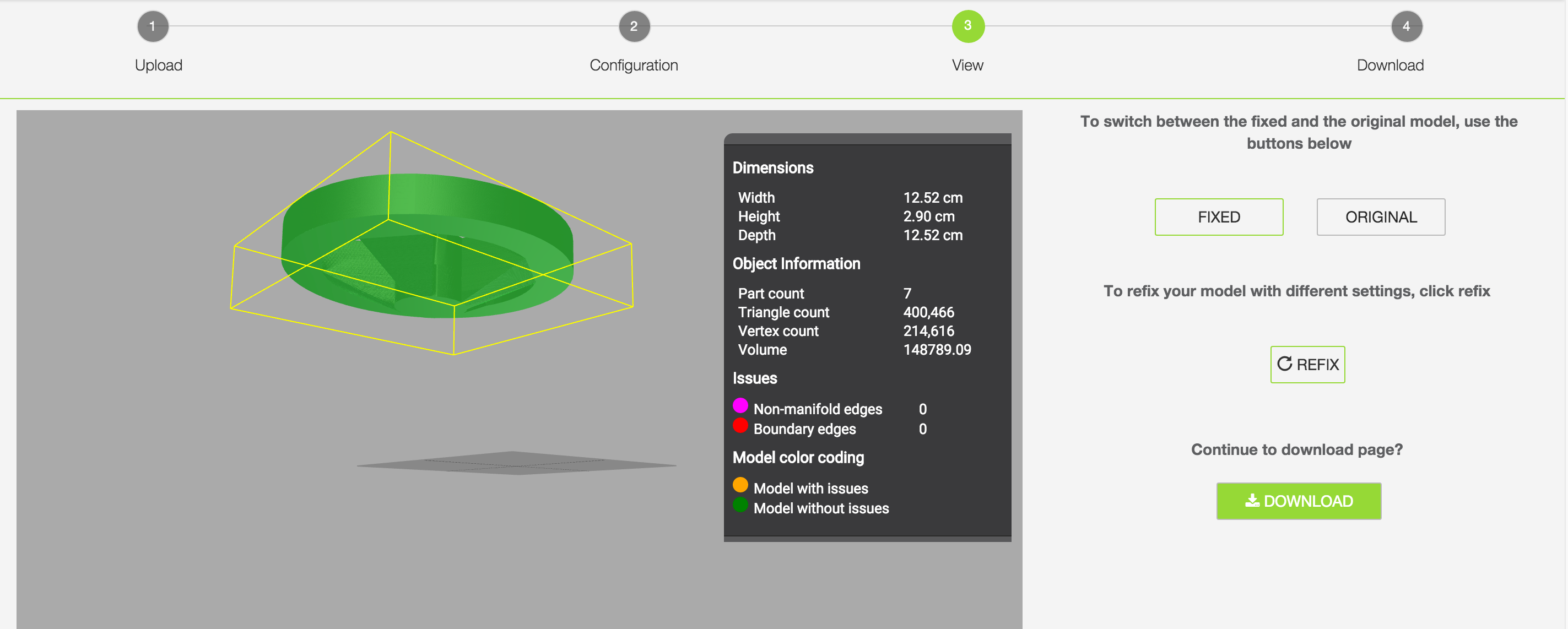
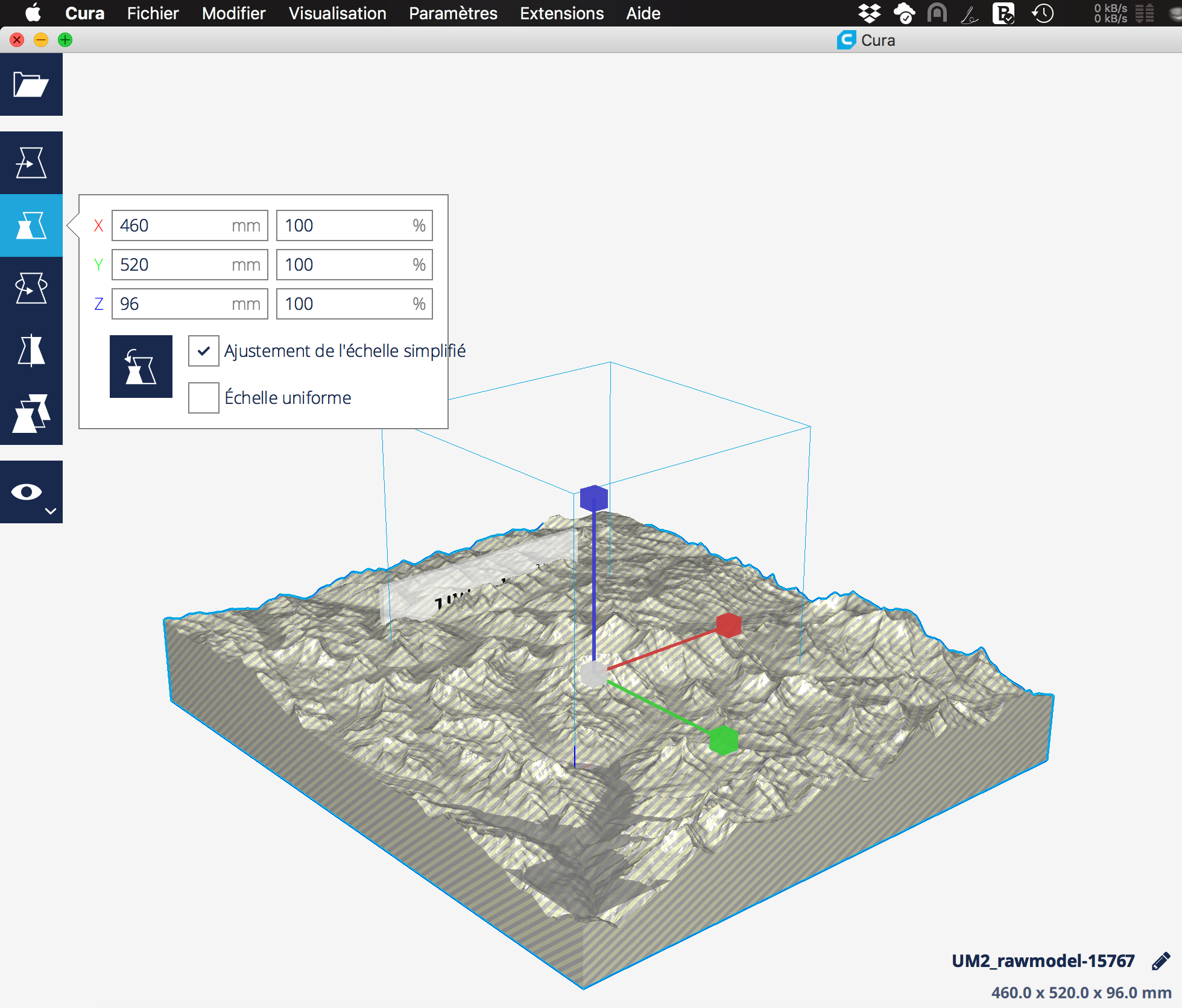
Finalement, il suffit de cliquer sur Create and Download pour générer et télécharger un fichier au format .stl, qui peut ensuite directement être utilisé dans un slicer pour générer les instructions nécessaires à l’imprimante 3D. Le modèle étant souvent de très grande taille, supérieure au volume d’impression maximum d’une imprimante 3D, il convient de le réduire à une taille correcte.
L’impression
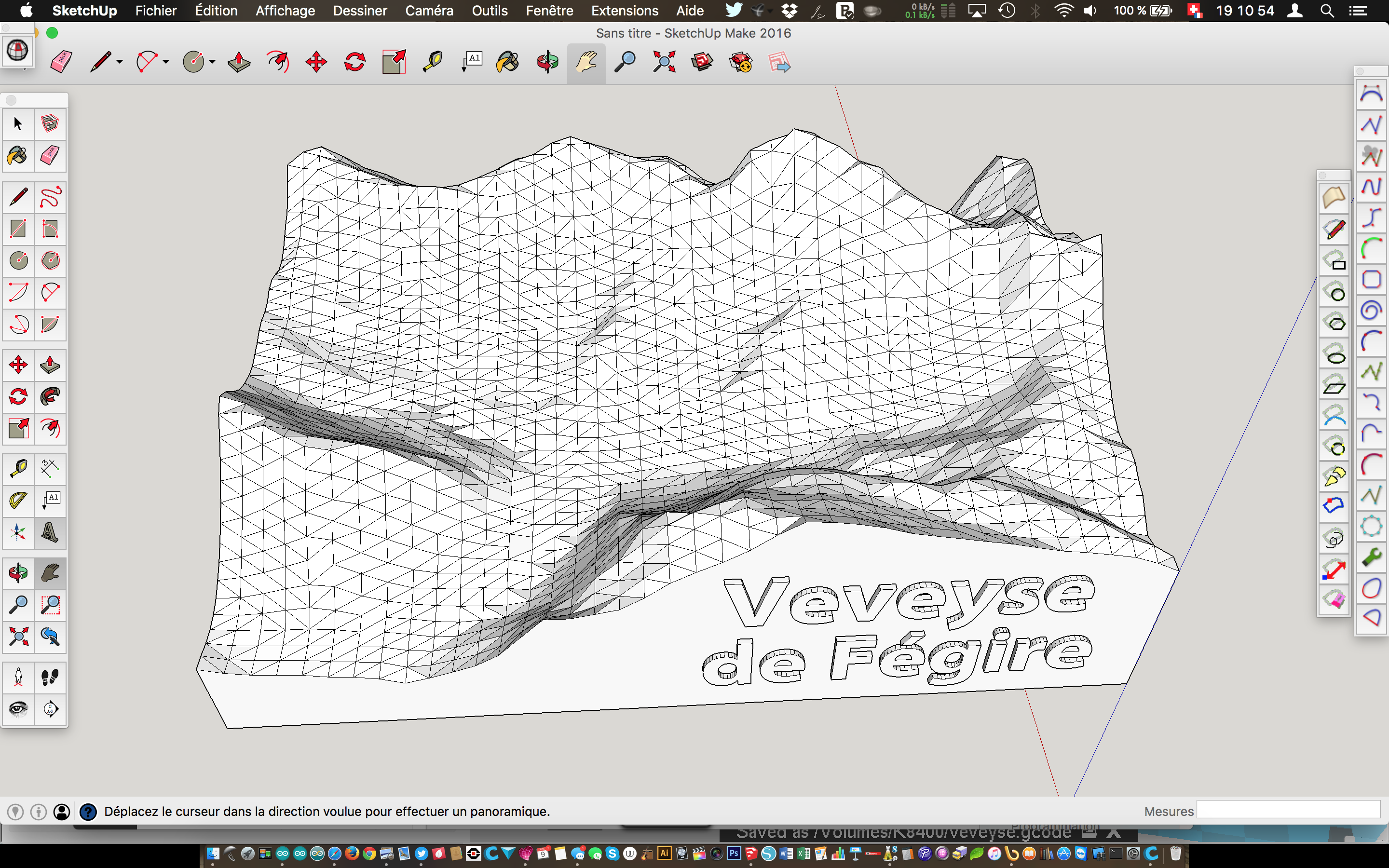
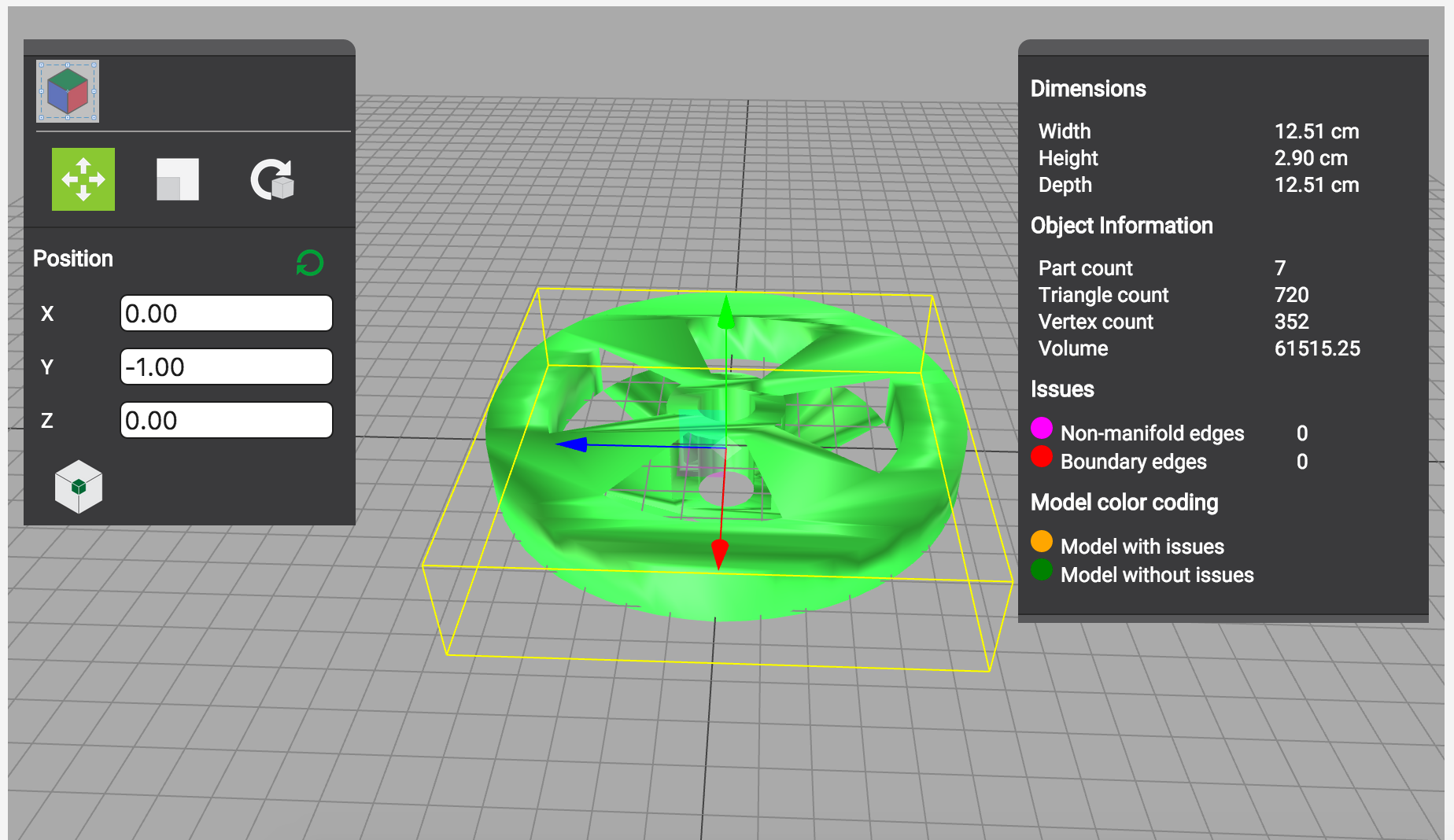
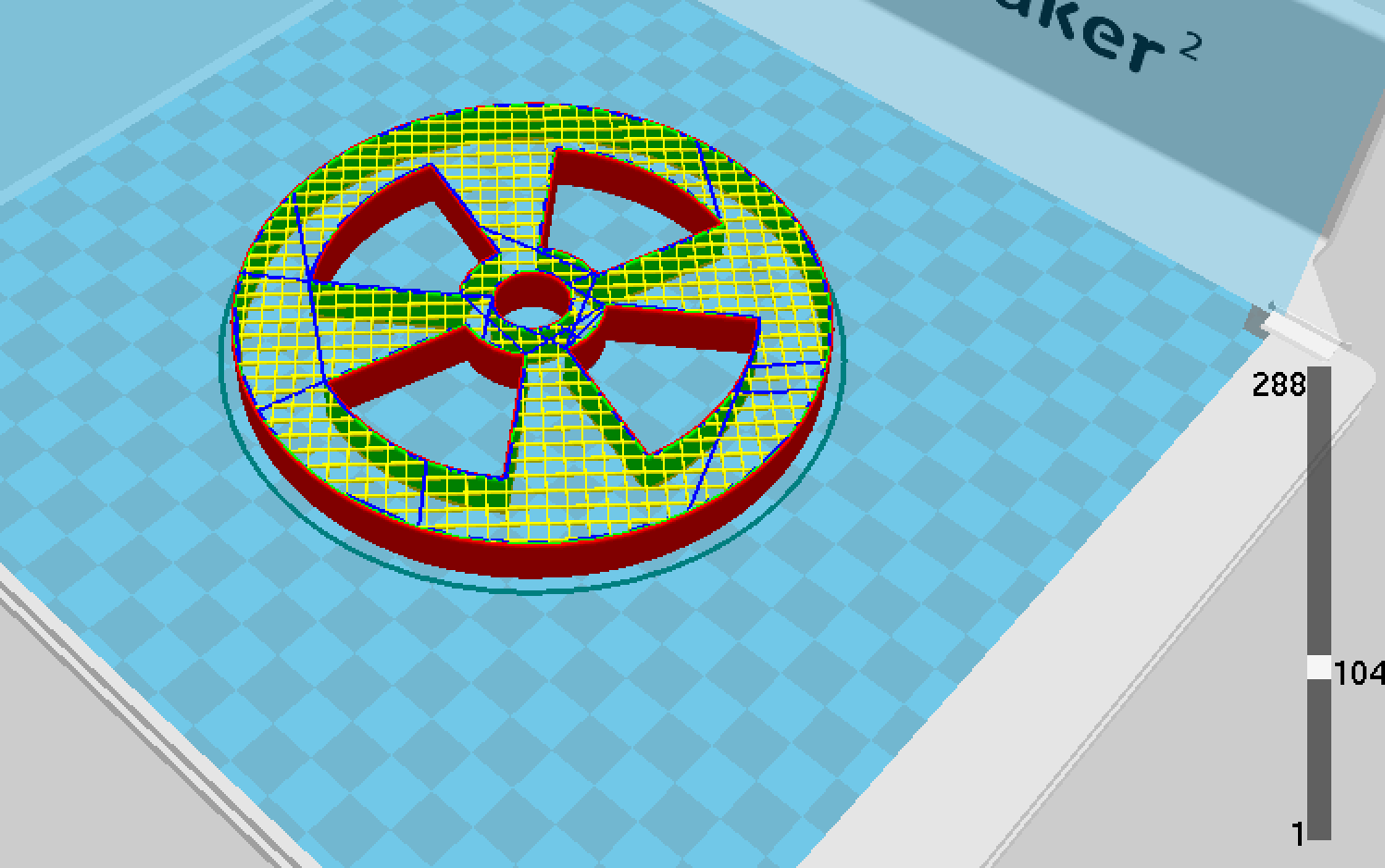
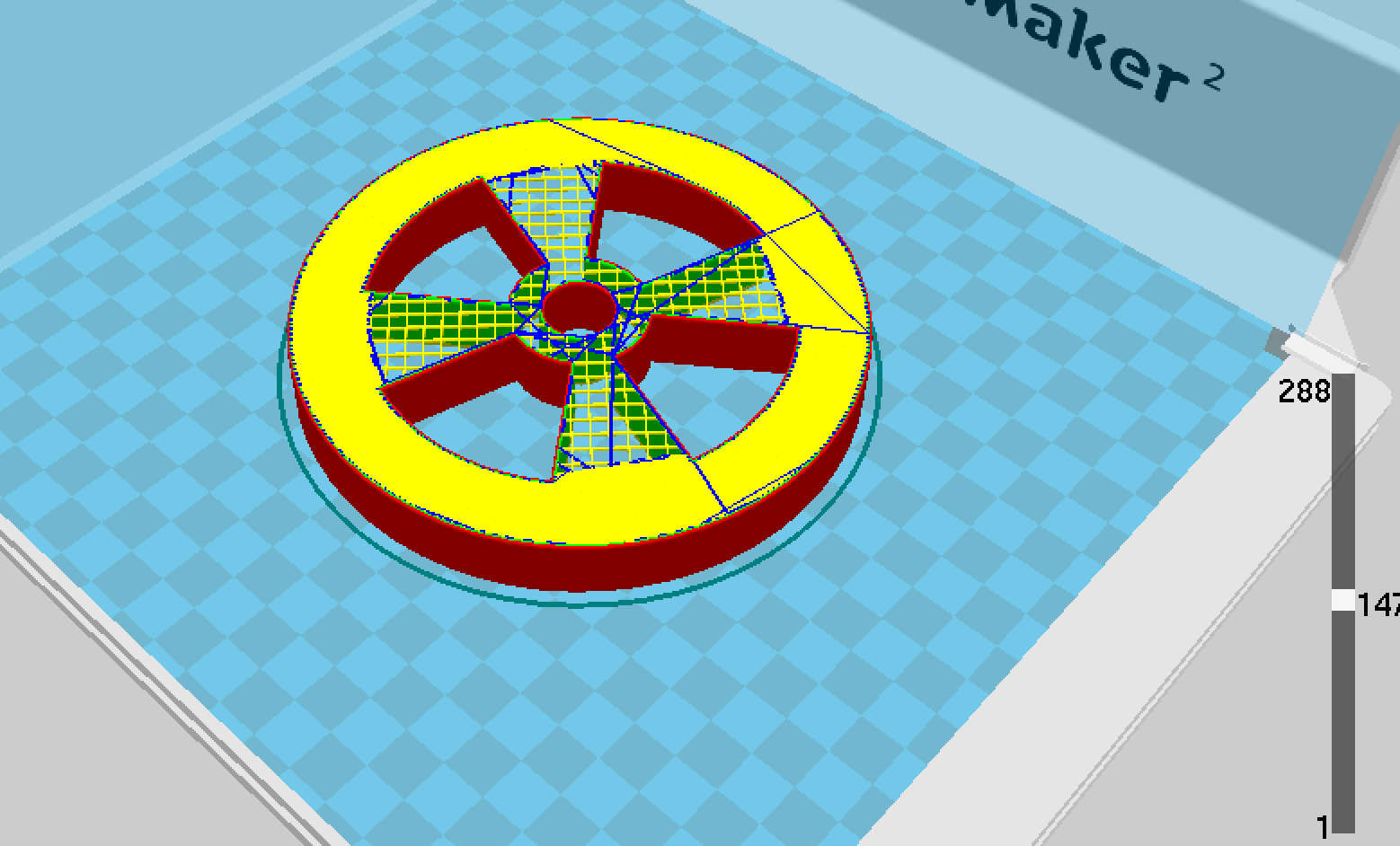
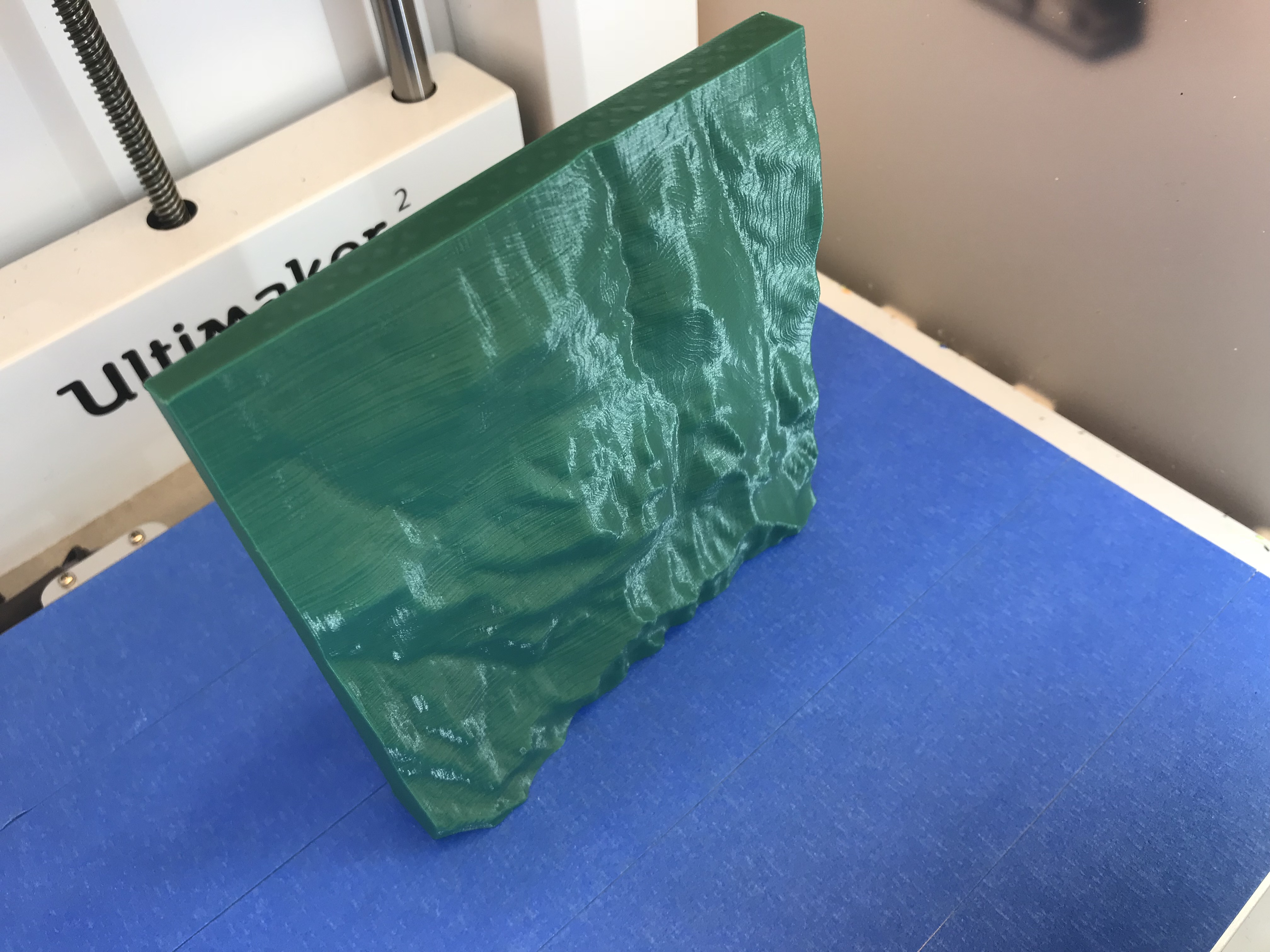
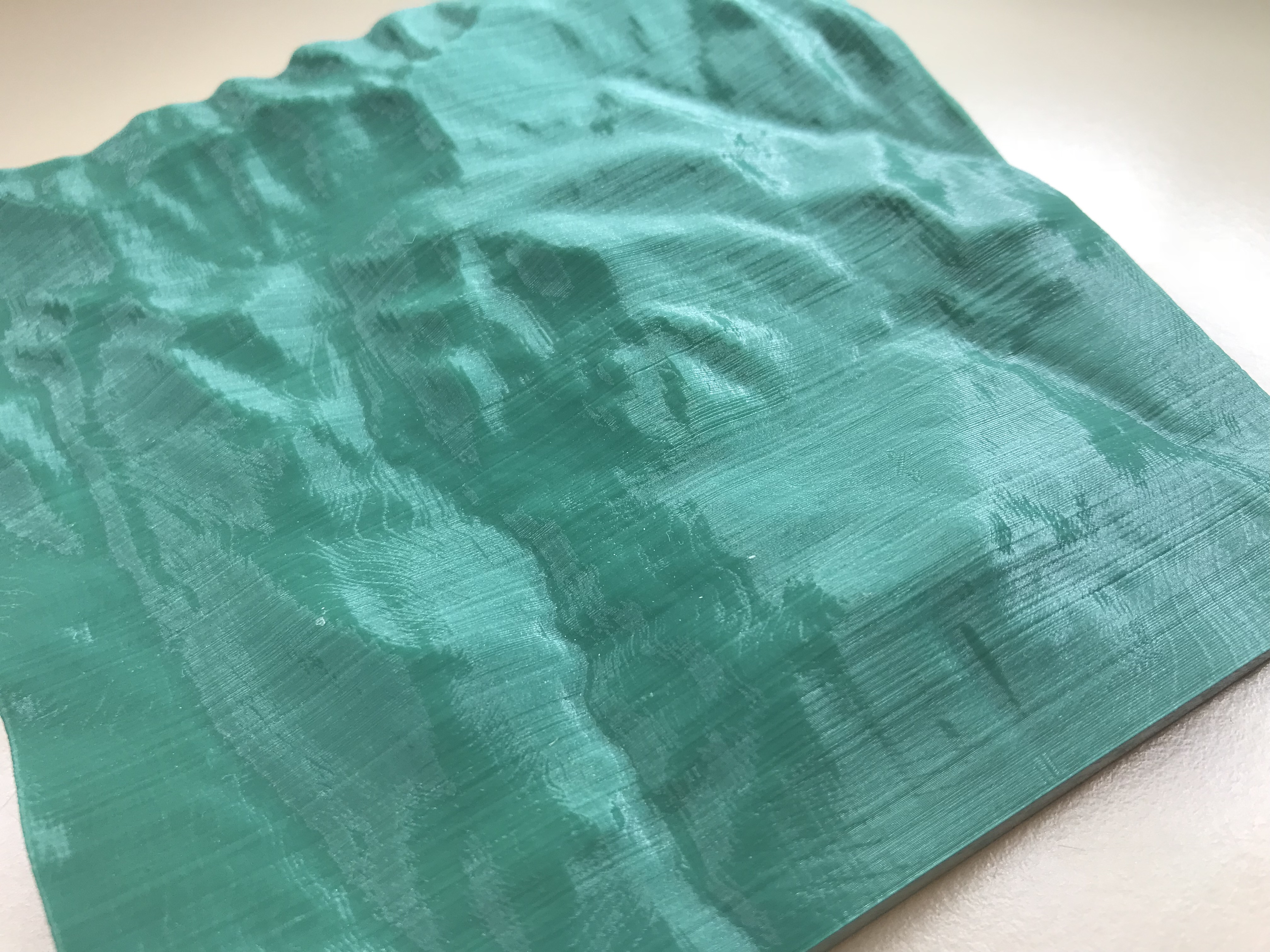
Comme l’axe X et Y ont souvent une résolution supérieure à l’axe Z, il est souvent plus intéressant d’imprimer le fichier verticalement. Attention néanmoins avec des reliefs prononcés, qui s’imprimeront mal, faute de support. C’est le cas dans l’image qui suit, de toutes les parties en rouge.
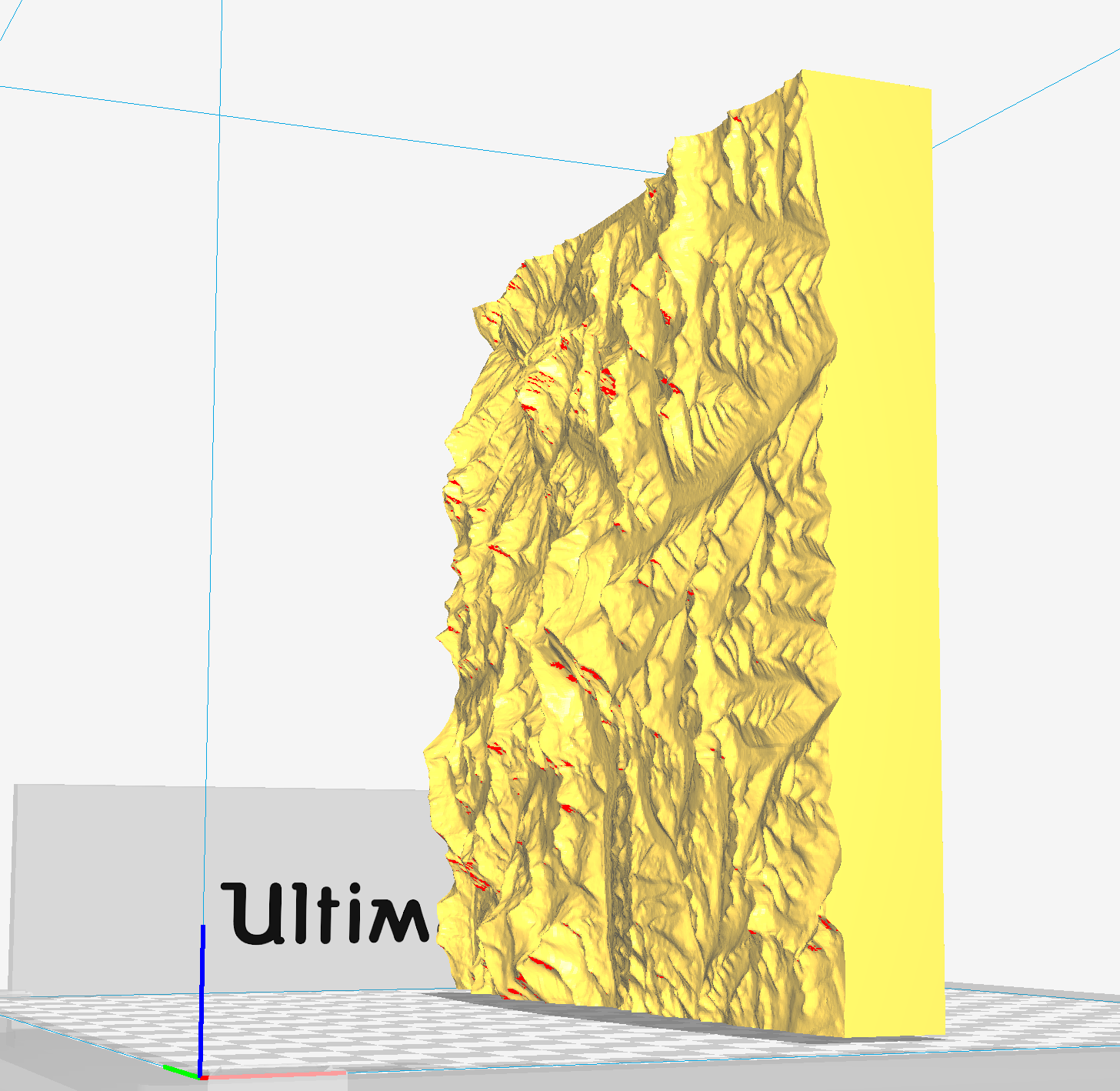
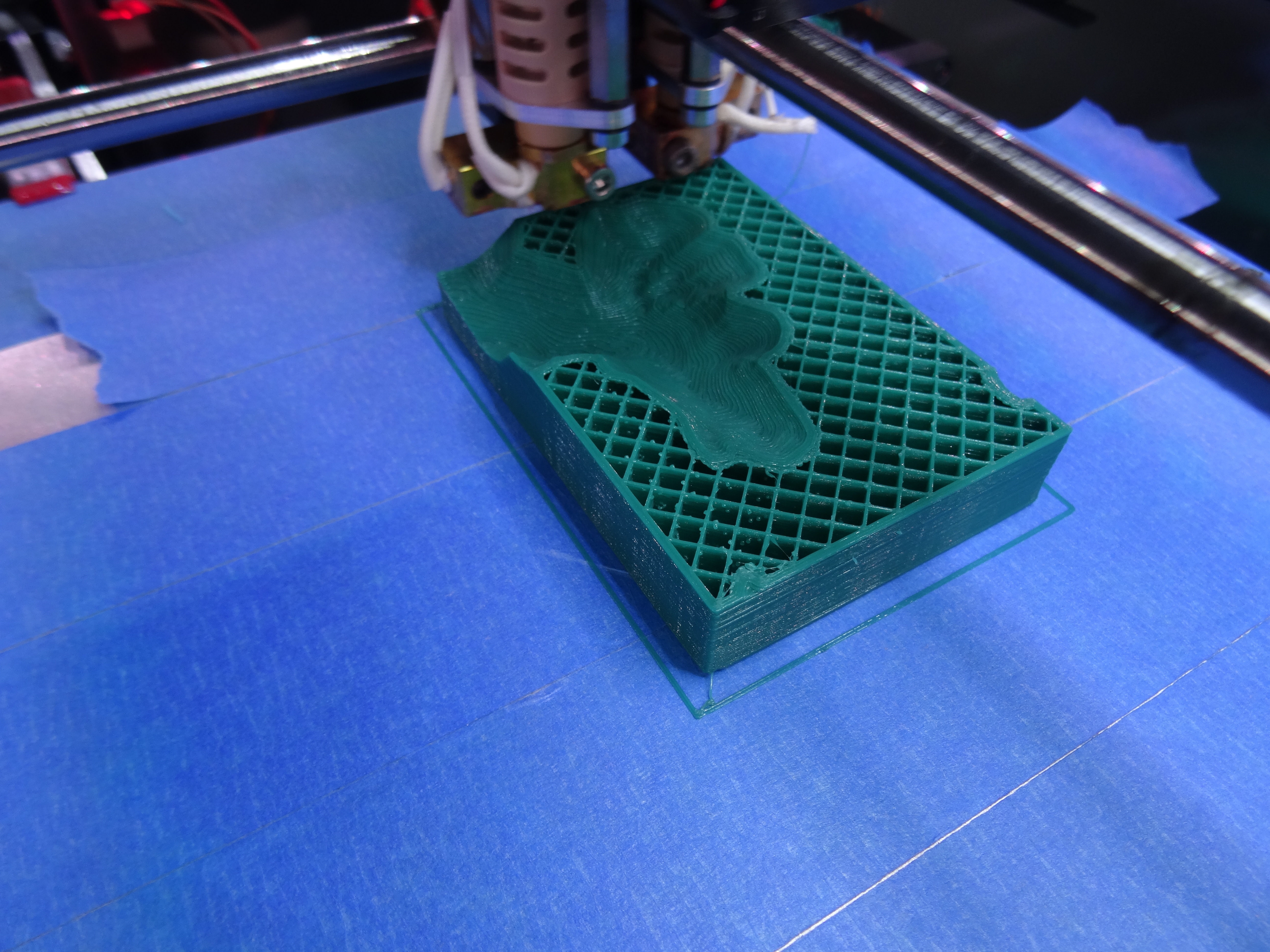
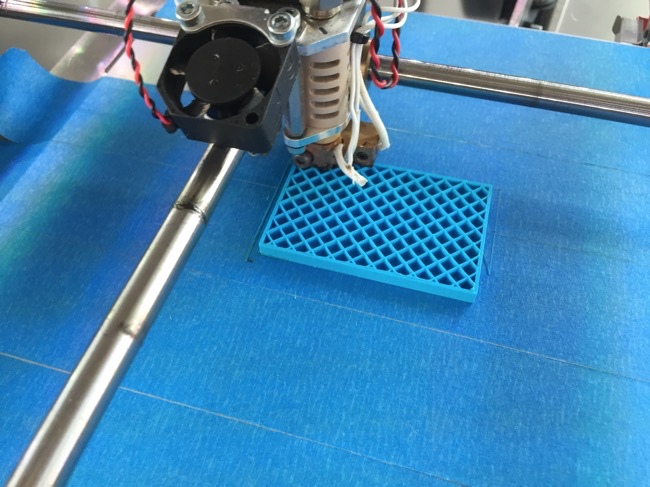
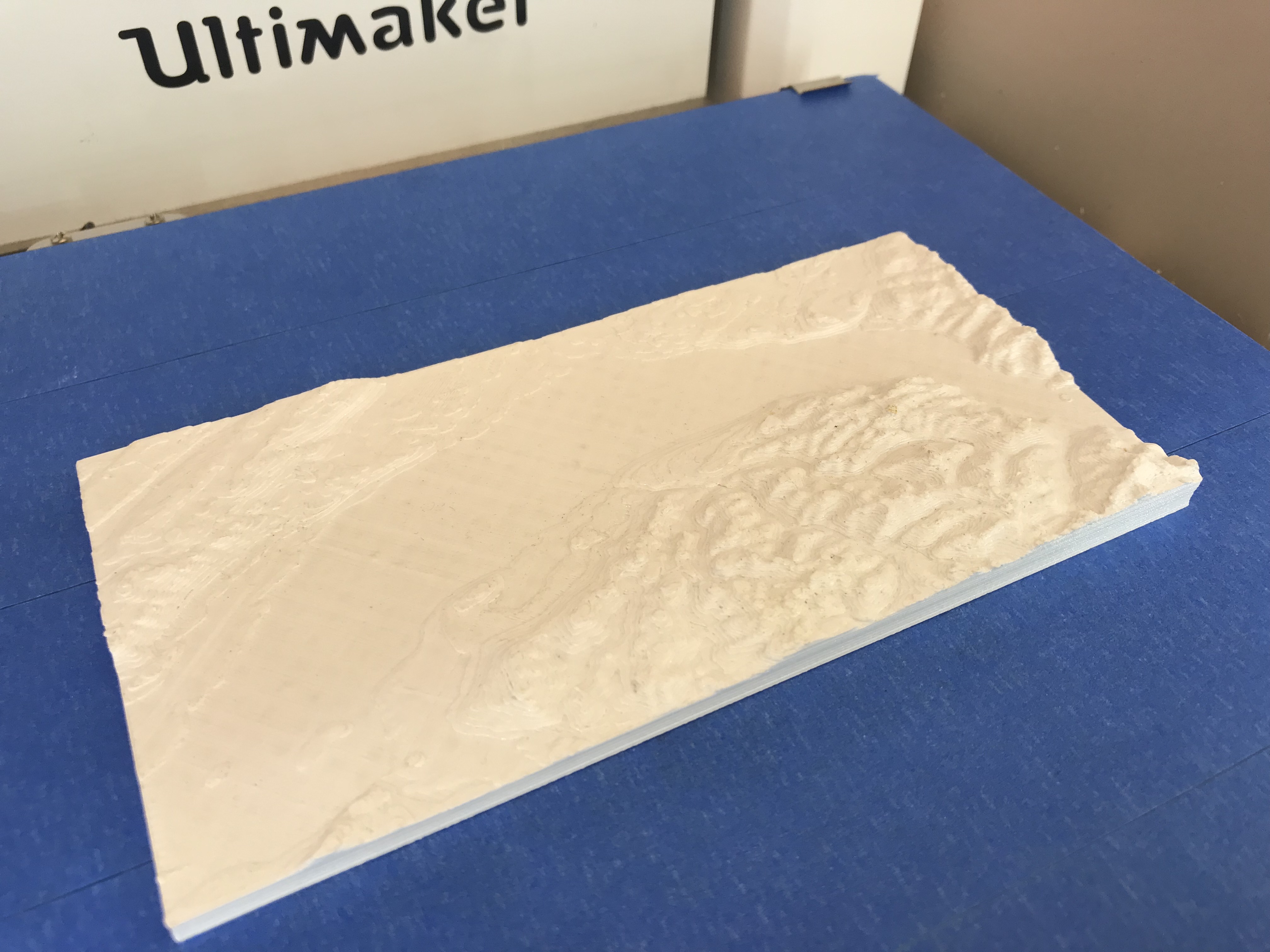
Le relief vert a été imprimé verticalement. Le blanc horizontalement. L’avantage de l’impression horizontale, même si la résolution est moindre, est que chaque couche fait comme une courbe de niveau.

Aller plus loin
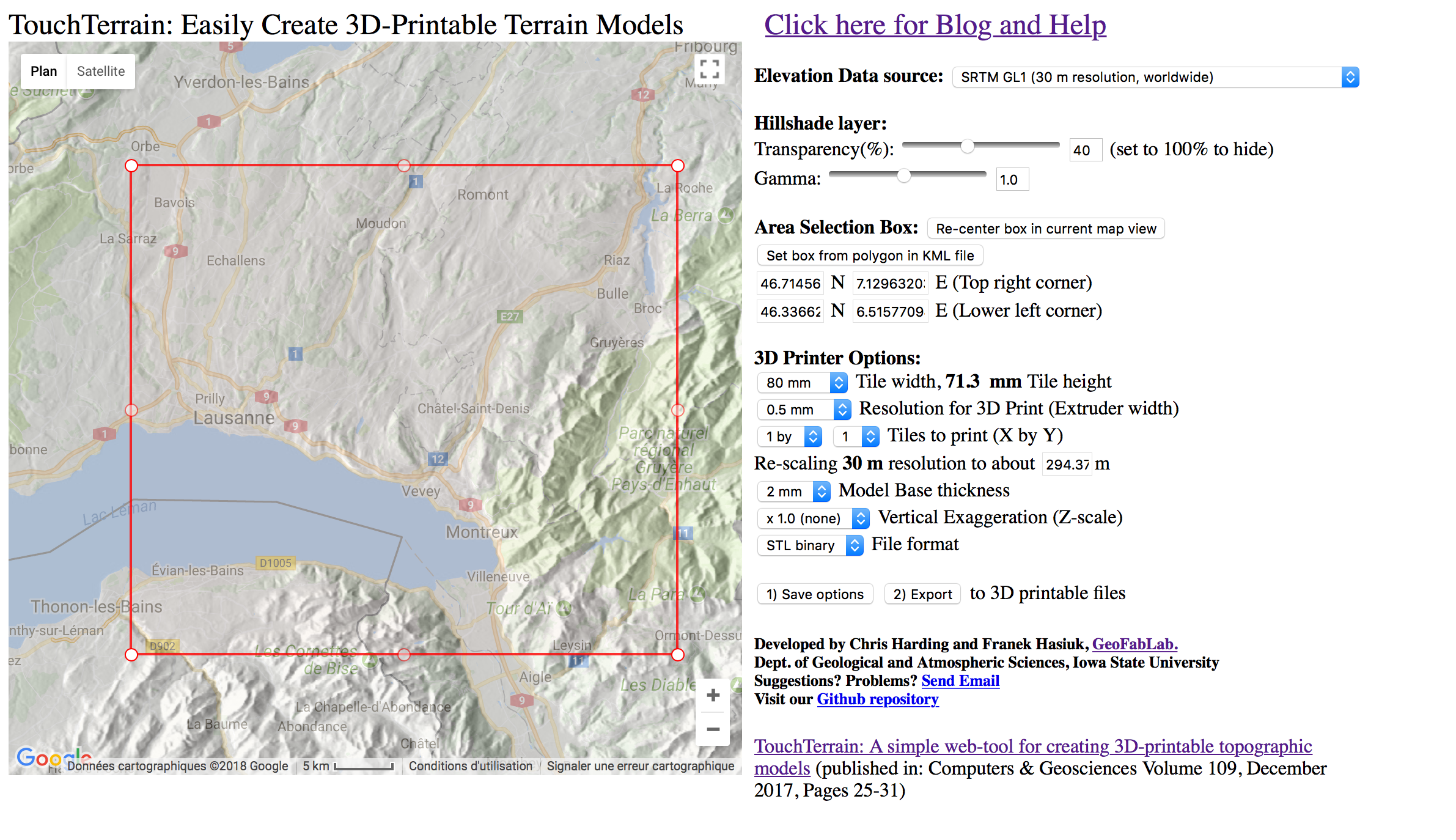
Sans aller jusqu’à se former sur de complexes systèmes d’information géographique, il est possible de pousser le concept un peu plus loin. Un nouveau site est en effet apparu, similaire à Terrain2STL, mais qui offre beaucoup plus de paramètres de configuration. Enfin, il offre sur l’ensemble de la planète une résolution de 30m au lieu de 90. Ce site se trouve à l’adresse http://touchterrain.geol.iastate.edu/ et a été créé par l’Université de l’Iowa. Il permet entre autres de paramétrer des zones de sélection beaucoup plus finement que les zones préconfigurées de Terrain2STL.