[Cahier de labo] Test de gravure cylindrique: résultats


Ceci est un article de prise de notes pour mes expériences. Un article complet suivra.
Référence roller: https://ortur.net/products/ortur-yrr2-0
Modification du câblage selon le schéma: A1-B1-A2-B2
Croisement rouge-vert. Câble 6 ports – 4 ports. Contrôler pourquoi le câble original ne fonctionne pas.
Référence câble (50cm): https://www.aliexpress.com/item/32888208445.html?spm=a2g0o.order_list.0.0.712c1802TsgPYx
Référence lift: https://www.aliexpress.com/item/1005003793187476.html?spm=a2g0o.order_list.0.0.712c1802TsgPYx
Tuto de référence: https://www.hagensieker.com/wordpress/2021/01/27/ortur-yrr-rotary-roller-set-up/
Backup PDF:
A ne faire qu’une fois: LightBurn/preferences: activer show rotary Enable on main windows
Configurer selon:
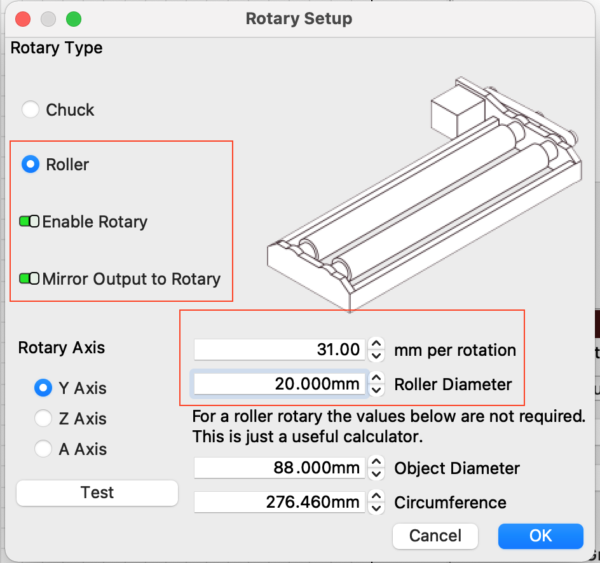
⚠️ « mm per rotation »: à tester, mesurer, calibrer et contrôler avec des objets de différents diamètres.
4. Dans Edit/Machine Settings: désactiver les options suivantes:
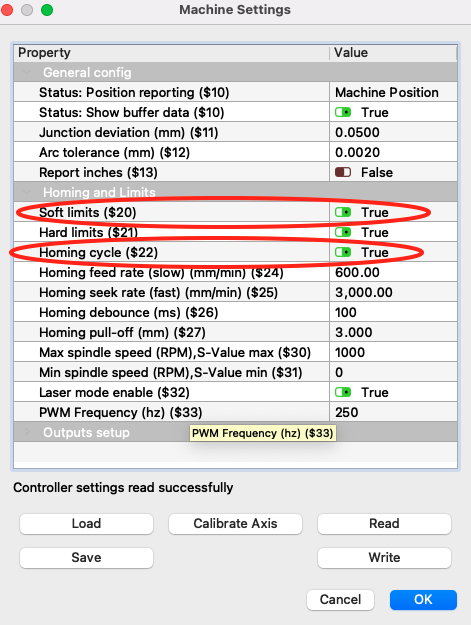
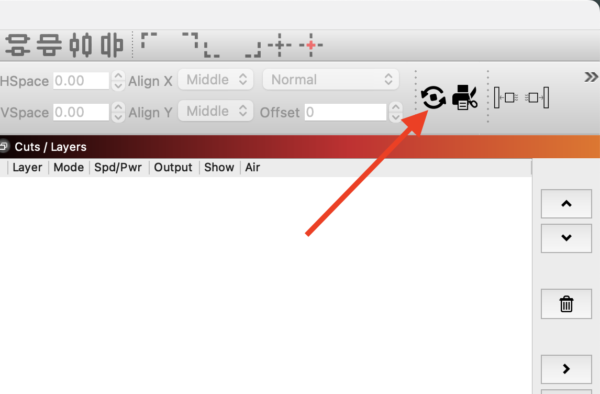
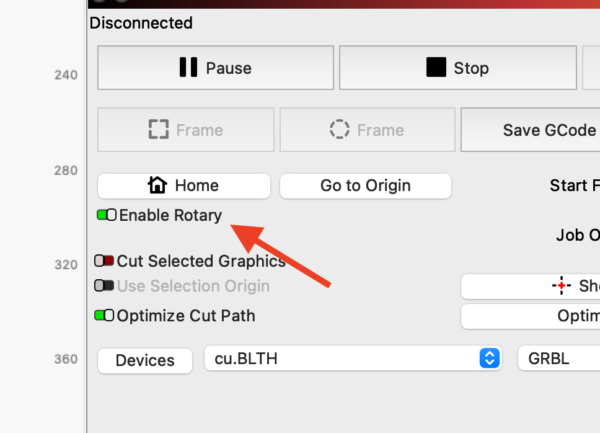
5. Activer le roller:
Commande de réinitialisation des ports USB:
sudo launchctl stop com.apple.usbd; sudo launchctl start com.apple.usbdUne découpeuse laser, on l’a vu dans les précédents articles, permet de découper. On a aussi vu que cela permet de graver/marquer des matériaux tendres. Mais qu’en est-il du métal, en particulier de l’acier inox?
Avec une découpeuse laser, hors découpe, il y a 3 moyens de faire une marque sur du métal:
La gravure est illusoire sur les découpeuses laser CO2. Il faudrait une découpeuse laser à fibre; même si sous certaines conditions, certaines découpeuses laser CO2 peuvent découper du métal (tête spéciale, forte puissance et apport d’oxygène).
Il nous reste donc le recuit et le retrait de revêtement. Le plus simple étant le retrait de revêtement. C’est ce qu’on trouve typiquement pour le marquage de plaques d’aluminium.
Il s’agit simplement d’évaporer la couche de peinture superficielle sur le matériau. Seulement, cette couche de peinture s’enlève par frottement et sur la durée, le résultat est décevant.
Maintenant, qu’en est-il lorsqu’il n’y a pas cette couche de peinture? Prenons l’exemple de l’acier inoxydable. Dans ce cas, on ne peut pas partir sur une gravure avec un laser CO2. Il va falloir faire du recuit. L’idée n’est donc pas de graver le métal, mais de le recuire, c’est-à-dire de réchauffer suffisamment la surface de métal pour qu’elle fonde et s’oxyde superficiellement. Lorsque la surface refroidit, elle a changé de couleur, étant oxydée, sans aucune perte du matériau. Le processus est décrit en détail ici: https://www.laserax.com/fr/blog/graveur-laser-sur-acier-inoxydable. Autre avantage: cela n’altère pas la propriété inoxydable de l’acier.
Il y a un problème, néanmoins: l’acier inox est réfléchissant. Il renvoie donc le rayon laser, et ne peut donc pas chauffer suffisamment pour générer le processus de recuit. Il faut donc réaliser un coating sur le métal. Je pense que la meilleure traduction est enrobage. On le fait à l’aide d’un produit qui supprime le côté réfléchissant du métal et qui permet d’accumuler la chaleur du laser aux endroits voulus. Il existe des sprays spécialement conçus pour cela, mais qui coûtent une véritable fortune.
On trouve ainsi différentes marques de sprays ou peintures pour marquer le métal (le terme anglais est etching), comme Enduramark ou CerMark, tous à des prix exorbitants.
Certains utilisent alors de ma moutarde pour enrober les pièces à marquer! Et cela semble fonctionner très correctement. D’autres produits, comme certains lubrifiants semblent aussi fonctionner. Pour ma part, j’ai testé d’enduction de la partir à marquer avec un stylo permanent large et noir de marque Edding, très courant en Suisse. Le résultat est à la hauteur:
Sur la photo ci-dessus, on voit, à droite du « C », le premier essai, sans utiliser le stylo noir: très léger et ténu.
Voici un essai avec un de mes vieux couteaux Victorinox:
Je continue avec mes modifications de la découpeuse laser chinoise 4040 que je suis en train de remettre en état et d’améliorer. Comme je l’ai démontré dans cet article, les normes de sécurité entre la Chine et la Suisse ne sont pas du tout les mêmes: les éléments de sécurité élémentaires ne sont pas du tout présents. Telle que livrée, la découpeuse laser est dangereuse à l’utilisation. Le fait, en particulier, qu’il n’y ait pas de système de coupure du laser lors de l’ouverture de la porte rend l’usage de la découpeuse particulièrement dangereux. Dans cet état, le laser doit être considéré comme de classe 4, soit l’une des classes les plus dangereuses. J’aimerais pouvoir abaisser la norme à la classe 1, c’est-à-dire un laser sans danger pour la peau ou les yeux.
Le contrôleur MG3 de chez Awesome.tech, qui équipe avantageusement maintenant ma découpeuse laser permet de gérer un capteur d’ouverture. Par défaut, il faut que le connecteur soit mis à la terre pour que le laser fonctionne (contacteur normalement fermé – NC). Le problème est que Lightburn, mon logiciel de gestion de découpe laser, ne permet pas de faire un « résume » logiciel. C’est-à-dire qu’une fois la porte ouverte, le logiciel ne peut plus envoyer d’ordres ensuite, même si la porte est fermée. C’est particulièrement problématique, puisque cela bloque la découpeuse lors du chargement des matériaux… Cette limitation semble venir du MG3. Il y a heureusement un autre connecteur, pour réaliser un « résume » manuel. L’ordre du « resume » est donné lorsque le connecteur est mis à la terre.
J’ai donc commandé chez CloudRay un switch avec une double position: normalement fermé et normalement ouvert (NC/NO).
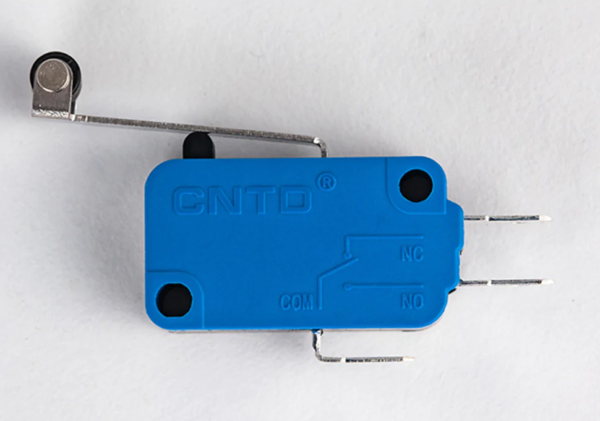
Le brochage est donc le suivant:
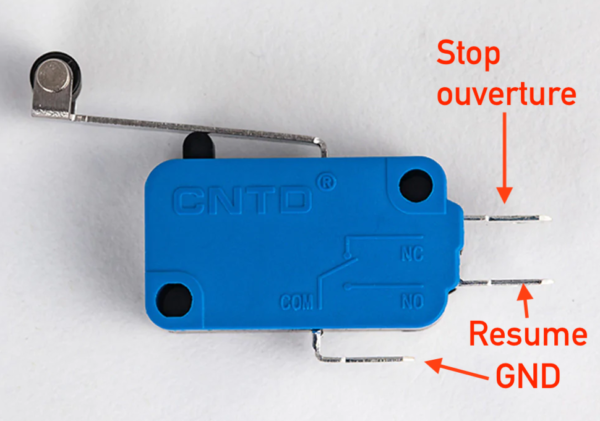
Lorsque la porte s’ouvre, cela coupe la connexion à la terre de la PIN1 du connecteur J2 et stoppe les moteurs et le laser.
Lorsque la porte se ferme, cela met à terre la PIN3 du connecteur J1 et donc permet de reprendre le travail. Si la porte est ouverte durant une découpe, lors de la fermeture, le travail reprend exactement à l’endroit d’arrêt.
Au final, cela donne ceci:
Quelques remarques:
L’ajout de la sécurité d’ouverture, ainsi que l’accès au tube laser CO2 que je peux verrouiller avec une clé, auquel s’ajoute une excellente paire de lunettes de protection de chez CloudRay, me permet maintenant de laisser ma femme et mes enfants utiliser la découpeuse. Après une solide formation, naturellement! La machine est maintenant suffisamment sûre, avec de plus un extincteur à portée de main.
Pour réaliser une découpe laser, on part en général d’un fichier vectoriel; en SVG la plupart du temps. Seulement, une fois importé, et ce dans la plupart des logiciels de gestion de découpeuse laser, on se rend compte que les dimensions ont été la plupart du temps réduites. Pourquoi? Et bien cela tient à la résolution du fichier, différente selon le logiciel utilisé pour le créé. Par exemple, Inkscape créé normalement des fichiers SVG à 96 DPI, alors qu’illustrator le créé à 72 DPI. Il y a un rapport de 1.333… entre les deux. Concrètement, voilà ce que cela donne:
Le fichier bleu est l’original à 72 DPI, et est donc trop petit par rapport à la taille réelle de ce qui doit être découpé, qui est en 96 DPI. Du reste, si on ouvre le fichier SVG dans un éditeur de texte (car il s’agit bien de suite de coordonnées), on se rend compte qu’il a été créé par Illustrator. Ce dernier est alors en 72 DPI.
Premièrement, lorsqu’on ignore la provenance du fichier SVG qu’on va découper, il faut toujours contrôler sa taille dans le logiciel de découpe.
Deuxièmement, par défaut, la plupart des logiciels de découpe sont paramétrés en 96 DPI. En cas d’importation d’un fichier à 72 DPI, il faut lui faire une modification d’échelle de 133% (96/72=1.3333…). Si la fonction échelle en % n’existe pas, il faut multiplier la largeur et la hauteur par 1.333

Si on sait qu’on va majoritairement travailler avec des fichiers SVG d’une résolution de 72 DPI (c’est mon cas, puisque j’utilise Illustrator et Affinity Designer), on peut, dans certains logiciels, paramétrer la résolution par défaut.
Dans Lightburn, cela se passe ici:
Préférences/File Settings
On peut alors choisir sa résolution par défaut. Mais dès qu’il s’agira de découper un fichier d’une provenance inconnue, il faudra toujours continuer à contrôler la taille.
En cas de doute, il suffit en général d’ouvrir le fichier SVG dans un éditeur de texte pour, sur les premières lignes, trouver avec quel logiciel il a été généré.
La solution ultime consiste, une fois le fichier SVG ouvert dans un éditeur de texte, à supprimer les arguments width et height (soit ce qui est encadré dans l’exemple ci-dessous). Le fichier s’affichera alors normalement est toujours à la bonne taille, quel que soit le réglage de résolution par défaut du logiciel.
Dans mon précédent article, je vous avais parlé de mon projet de remplacer le contrôleur M2 Nano de ma découpeuse laser chinoise 4040 par un contrôleur Mini Gerbil V3 de chez Awesome.tech. J’ai très rapidement reçu mon nouveau contrôleur. Et il n’y a pas à dire: ça inspire confiance.
Voilà la découpeuse avant:
Et voici le nouveau contrôleur installé:
On nous promet une installation en 5 minutes. J’en ai pris 20, pour faire quelque chose de propre et surtout tout vérifier deux fois. Et ça fonctionne!
Premièrement, il faut savoir qu’avec le contrôleur M2 Nano, la puissance du laser ne se règle qu’en faisant manuellement varier le courant. Il n’est dès lors pas possible de faire varier la puissance durant un travail de coupe ou de gravure. Le Mini Gerbil, lui, gère le PWM (Pulse Width Modulation). Il s’agit de faire clignoter à haute fréquence le laser, afin de réduire la quantité de photos émis dans un temps donné. Cela apporte une plus grande souplesse et cela décuple les possibilités de la découpeuse laser.
Deuxièmement, et c’est sans doute le point le plus intéressant, le Mini Gerbil est utilisable avec l’excellent logiciel Lightburn. Cela me permet de troquer des logiciels bricolés, souvent avec talent, mais en bêta, instables, n’offrant que certaines fonctions, contre un logiciel professionnel, stable et complet. Surtout, outre le PWM, il offre une configuration fine et une gestion d’une bibliothèque de matériaux. Les premiers tests effectués sont plus que concluants.
Il va falloir maintenant étalonner la machine, alimenter la bibliothèque de matériaux, effectuer des tests… et l’utiliser!
J’ai maintenant une découpeuse laser fonctionnelle. Le titre est trompeur, puisqu’il ne s’agit pas d’une découpeuse 40k, mais d’une 4040 (= 40cm x 40cm de surface de découpe). On l’a vu dans les articles précédent, elle est équipée du frustre contrôleur Nano M2. Si je peux régler la puissance de découpe à l’aide des boutons sur la machine, il est impossible de la faire varier avec le logiciel, pour avoir différents niveaux de puissance lors d’une coupe. La différence se fait en ce moment en variant la vitesse de déplacement de la tête. C’est utilisable, mais pas pratique pour un usage correct de la découpeuse. Par ailleurs, le contrôleur Nano M2 n’est pas utilisable avec le logiciel Lightburn, à mon sens l’un des meilleurs sur le marché.
La solution consiste à remplacer le contrôleur par un qui soit compatible Lightburn, et PWM. Cette dernière fonction est le Pulse Width Modulation. Il s’agit de faire clignoter à grande fréquence le laser, plutôt que d’émettre une lumière continue. C’est la même technique utilisée pour faire varier l’intensité lumineuse des Leds. Ce faisant on peut faire varier la puissance de découpe.
Plusieurs solutions s’offrent à nous, puisque des makers ont créé des contrôleurs compatibles 40k, mais plus puissants. C’est le cas de Cohesion3D.
Le contrôleur a des caractéristiques très intéressantes, mais son prix de 230$, hors frais de port, est trop onéreux, à mon sens, par rapport à la qualité de la machine.
Je me suis tourné alors vers une autre petite société de makers, comme je les aime: AwesomeTech. Ils ont développé un contrôleur compatible Lightburn, qui s’installe en 5 minutes à la place du Nano M2 et qui a acquis une solide réputation dans le milieu Maker: le Mini Gerbil. Aujourd’hui, ils en sont à la version 3 du Mini Gerbil, vendu 150$, frais de port compris pour la Suisse.
Il permet d’ajouter un micro-switch de sécurité pour couper le faisceau laser en cas d’ouverture de la porte. Contrairement à la Cohesion3D, ce contrôleur ne supporte pas l’axe Z, ni la rotation pour la gravure d’objets cylindriques. Mais ce ne sont pas des fonctions que je recherche absolument. Surtout, j’aime l’esprit Maker qui anime Awesome.tech. Ce n’est pas tous les jours qu’on croise des personnes qui s’amusent à créer leur propre accélérateur de particules personnel! C’est cette implication dans l’éducation technologique (STEM) que j’ai envie de soutenir. La Mini Gerbil V3 est donc commandée. Stay tuned!
On ne va pas se mentir: la Chine a des normes de sécurité bien en-deça des nôtres… et je le constate en découvrant la découpeuse laser.
Commençons pas les normes électriques. Il y a un danger certain à utiliser une machine qui génère de la haute-tension pour alimenter le tube laser (on parle ici de 15’000 volts!)… et qui a une carcasse entièrement métallique! A l’arrière de la machine, il y a un connecteur pour la mise à terre…

Seulement, la mise à terre se fait normalement par prise électrique (phase, neutre, terre). Je suis donc allé regarder dans ma machine, car parfois, ce n’est pas le cas:
Outre la saleté (d’origine…), on voit que la terre de la prise est reliée avec le câble jaune à la carcasse. J’ai donc supprimé le connecteur fragile, poncé pour mettre le métal à nu et fixé le tout avec vis et écrou inox.
Avec un multimètre, j’ai vérifié que j’avais une résistance quasi-nulle entre ma terre et plusieurs points de la carcasse de la découpeuse. Mais à quoi donc sert ce connecteur? Il semblerait que dans de nombreuses régions (et dans certains vieux bâtiments chez nous aussi), il n’y ait pas de terre, mais que la phase et le neutre, dans les installations électriques des bâtiments. Ce connecteur sert alors à faire une terre.
La particularité du laser au CO2 est que son rayon est invisible. Et si vous voulez voir les dégâts occasionnés par un tel laser sur un oeil, je vous laisse regarder cette vidéo très instructive:
Les lasers au CO2 sont des lasers de classe 4, soit les plus puissants. La SUVA a édité une brochure d’information pour l’utilisation de toutes les classes de laser. Il y est spécifié ceci:
Les lasers des classes 3B et 4 doivent être entièrement protégés par un blindage et une enceinte pour garantir qu’aucun rayonnement ne s’échappe vers l’extérieur. Dans ce cas, le laser équipé d’une enceinte fermée correspond à la classe 1. Tous les écrans de protection (blindage) importants pour la sécurité doivent être surveillés par des interrupteurs de sécurité et ne doivent pouvoir être enlevés qu’à l’aide d’outils.
Prenons le premier point: l’enceinte. Si on regarde la photo ci-dessous, on pourrait penser que tout est en ordre.

Il n’en est rien, car il y a les ouïes de ventilation sur le devant, qui ne sont pas protégées par un écran en polycarbonate.
Deuxième point. Regardez bien cette vidéo:
Les découpeuses fonctionnent avec la porte ouverte. Il n’y a pas d’interrupteur de sécurité pour l’ouverture de la porte; ni au niveau du lit de découpe, ni au niveau du tube laser! Naturellement, aucune paire de lunettes de protection n’est fournie. Autant dire que je ne laisserai jamais mes enfants utiliser cette machine en l’état sans surveillance. Et on oublie complètement pour un usage scolaire! A l’école, nous avons une découpeuse laser de marque Bodor, aussi de fabrication chinoise. Le prix n’est pas le même, mais le niveau de finition et de sécurité, à tout point de vue, non plus! Au moins, sur ma découpeuse, il y a un bouton coup-de-poing d’arrêt d’urgence… mais j’avoue ne pas encore l’avoir testé! Je vais donc préventivement commander deux ou trois paires de lunettes de sécurité.
Pour résumer cette petite partie sur la sécurité, je vous invite à regarde cette vidéo, qui résume bien ce dont je viens de parler:
Ajoutons au risque direct du laser l’ensemble des risques suivants:
Nous pouvons donc commander en Chine librement et sans aucune compétence en la matière des appareils qui demandent des connaissances pointues pour son utilisation, sans compter celles nécessaires pour un usage en sécurité. Ces machines ne sont très clairement pas aux normes européennes et son la plupart du temps livrées sans mode d’emploi. Heureusement, leur déploiement en mains néophytes est freiné par leur prix… mais on commence à voir pulluler sur les sites de vente chinois des « découpeuses » laser (en réalité des graveuses) basées sur des diodes de fortes puissances. Ces machines n’ont pas de protection et sont potentiellement mises entre toutes les mains.
A minima, avant d’opérer sur une découpeuse laser, il faudrait impérativement suivre une formation dans un FabLab. Là, les risques et les mesures de sécurité sont en général très clairement expliqués… en prenant en compte que les FabLab suisses sont souvent équipés de découpeuses laser Trotec, d’origine européenne, avec absolument tous les systèmes de sécurité nécessaires.

Podcast: Play in new window | Download
Après les premiers essais de la découpeuse, un problème allait se faire sentir. Au sens propre du terme: la fumée de la découpe envahit mon garage. Problème: s’il y a bien un grand ventilateur extracteur d’air de 15 cm de diamètre à l’arrière de la machine, il n’y a rien pour y fixer une cheminée. Dans ce cas, la solution passe par l’impression 3D. Le modèle a été conçu sur Fusion 360 et imprimé en PETG sur ma Prusa Mk3.
Le résultat est parfait. Le ventilateur est suffisamment puissant pour pousser les fumées hors de mon garage.
Fichiers STL et Fusion 360 à télécharger: Chinese laser cutter 4040 fumes exhaust
Après avoir vu le fonctionnement d’un laser, passons aux choses sérieuses. Premièrement, le refroidissement. Le tube laser a été posé, connecté aux tuyaux de refroidissement par eau, connecté a son alimentation électrique. La cuve a été remplie avec 25 litres d’eau déminéralisaée. Les bornes ont été isolées avec du silicone. Il est temps de mettre en marche la découpeuse. La pompe se met en route, remplit le tube laser; pas de fuite.
L’étape suivante consiste à laisser tourner la pompe une trentaine de minutes afin de purger les dernières bulles d’air. Reste un point important à résoudre: quel logiciel utiliser? Idéalement, et comme je travaille sur Mac, j’aimerais utiliser l’excellent Lightburn, que j’utilise déjà sur la découpeuse laser de l’école. Pour cela, il faut découvrir quel est le contrôleur intégré à la machine. Pour cela, je me base sur cette page. Pas de bol, c’est une Lihuiyu Nano M2, soit la version la plus basique des contrôleurs.
Il n’y a donc que trois alternatives logicielles avec ce contrôleur:
J’ai donc installé MeerK40t, et après quelques instants pour la prise en main, j’ai pu commencer à déplacer la tête de la laser.
Et là, le drame! Si la tête se déplace sans problème dans l’axe X, ce n’est pas le cas pour l’axe Y. La tête bloque, les crans de la courroie sautent. Bref, ça ne fonctionne pas. En effet, cet axe est très dur à déplacer, même à la main. Ce n’est pas un problème de tension de courroie, mais simplement tout l’axe et le roulement linéaires sont secs. A ce stade, je n’y suis pas allé à l’huile de machine, mais directement avec une grosse dose de WD40. Il a fallu laisser « tirer » plus d’une demi-heure avant que l’axe Y commence à se déplacer fluidement. A ce stade, cela a donc été graissage intégral de la machine.
Il a fallu ensuite niveler tant bien que mal la structure de support du nid d’abeille, complètement maillé d’origine, et serrer correctement la plupart des écrous et vis…
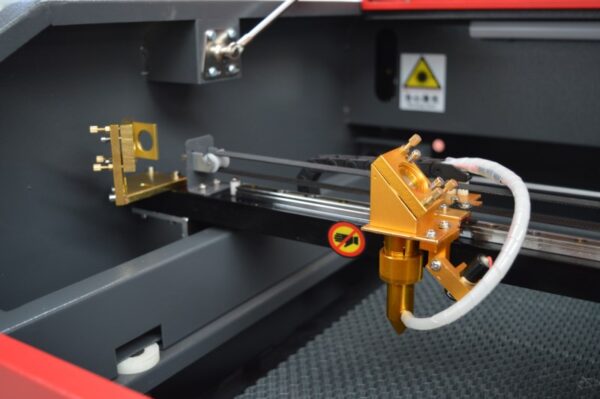
Ensuite, alignent des miroirs. Ceux-ci ont les vis bloquées par de la colle chaude. Il a fallu tout enlever pour effectuer les réglages précis. J’ai alors pu faire les premiers test.
Le résultat est très encourageant.
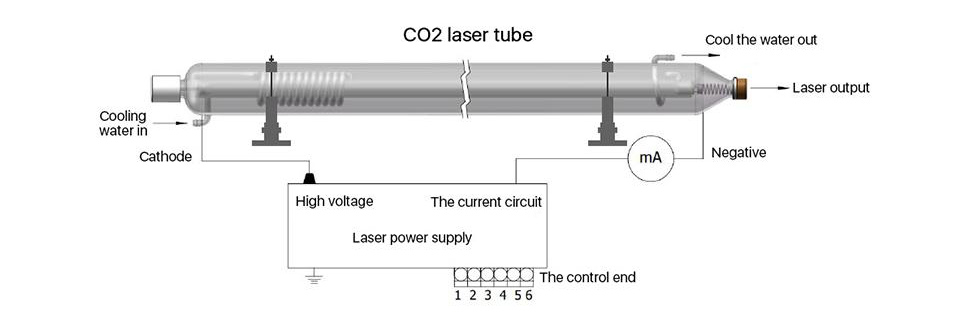
Commençons par voir ce qu’est un laser. Il s’agit de l’acronyme de Light Amplification by Stimulated Emission of Radiation. Les premiers lasers datent des années 60. Et cela fonctionne comme ceci:
Dans le cas des tubes lasers utilisés dans les découpeuses laser chinoises, le rubis est remplacé par un tube de gaz contenant majoritairement du CO2. La technologie utilisée n’a que très peu évolué depuis les années 60, ce qui fait qu’un tube laser au CO2 coûte une centaine de francs.
Dernièrement, des machines laser moins puissantes utilisant une diode laser (comme une LED) sont apparues. Le principe est celui utilisé pour gravé (en réalité brûler) un DVD dans nos graveurs. Les tubes laser au CO2 sont tout d’abord un travail de modelage du verre. Le processus de fabrication est décrit ici:
Ce savoir-faire s’apparente à celui en voie de disparition de la fabrication des enseignes néons, de plus-en-plus remplacées par des LEDs.
Une découpeuse laser, c’est fondamentalement trois choses: un générateur de rayon laser, un système d’axes X et Y et une lentille de focalisation, avec des miroirs entre chaque élément pour rediriger le rayon laser au bon endroit.
Au final, le laser ne brûle pas la matière, mais la vaporise, générant de grandes quantités de fumées qu’il faut évacuer.
Début 2019, une connaissance avait acheté une découpeuse laser chinoise 4040, aussi appelle 40k. Il s’agit d’un modèle similaire à celui-ci:

Cette découpeuse a une surface de travail de 40 cm sur 40 cm, avec un tube laser de 50W. Son prix est un peu inférieur à 1’000 CHF. Sur les sites marchands chinois, il est précisé: « livraison gratuite »… mais bien souvent, cette livraison gratuite est dans le port maritime le plus proche… toutes les procédures de dédouanement et d’expédition vers la livraison définitive sont de la responsabilité du client…
Lors de la livraison, la découpeuse laser présentait un gros dommage dans un coin. Et le tube laser était cassé. De haute lutte, la personne qui avait commandé a pu obtenir un tube laser de rechange.


Entre-temps, cette connaissance a pris une excellente et onéreuse marque européenne (Trotec) et m’offert la laser chinoise. A moi de voir si je peux en tirer quelque chose. Cela fait donc 2 ans qu’elle est dans mon garage. Etant en train de réaménager mon garage en atelier (il s’agit de l’ancien local des pompiers… le garage est donc plus large et profond qu’un garage standard), c’est soit je remets en route la découpeuse, soit le l’élimine. Je suis en vacances et il pleut. Donc je vais tenter de sauver cette découpeuse. Avant de commencer, je précise que j’ai déjà une bonne expérience de base dans l’usage et l’entretien de découpeuses laser. Une découpeuse laser représente un danger… mais nous y reviendrons.
Première étape: j’ai construit un établi sur roulettes freinées pour l’accueillir. Le but étant de pouvoir déplacer facilement la machine. Un second plateau dessous a été ajouté, afin d’accueillir le système de refroidissement.
Seconde étape: faire l’état des lieux… et c’est pas joli-joli. Mécaniquement, il va y avoir du boulot pour optimiser le tout; c’est frustre. Les déchets de construction (limaille, morceaux de plastique,…) trainent dans tous les coins de la machine, les tubes de transport d’eau de refroidissement sont cuits alors qu’ils n’ont jamais été utilisés.
Troisième étape:
Pour remplacer le tube laser CO2, je me suis tourné vers les vidéos suivantes:
J’ai commencé par photographier la connexion de l’anode et de la cathode, pour la reproduire.
Ensuite, j’ai positionné le nouveau tube laser. J’ai nettoyé l’anode et la cathode en retirant les restes de silicone, en les brûlant, puis je les ai désoxydés en les passant au papier de verre fin.
Il est temps de penser au système de refroidissement du tube laser. La découpeuse est fournie avec une pompe à eau. Le refroidissement du tube laser se fait en effet par eau.
La température de l’eau ne devrait pas excéder 22°C. Le garage est frais et je vais ajouter un réservoir de 25 litres d’eau distillée pour faire tampon. Pour ce faire, je vais récupérer une cuve de 30 litres que j’ai achetée en 2004 pour y brasser une nouvelle cuvée de bière, et que je n’ai jamais utilisée. Elle traînait depuis dans ma cave.
La cuve ne sera pas remplie en entier pour laisser de la place pour d’éventuels pack réfrigérants, si besoin. Dans un premier temps, un autocollant-thermomètre pour aquarium fera l’affaire. A terme, un monitorage via Arduino et sonde de température est envisagé. Si besoin, j’utiliserai un système de watercooling pour ordinateur pour baisser la température de l’eau. L’idée est d’éviter l’achat d’un refroidisseur industriel. Je pense que l’ajout de packs de congélation devrait faire l’affaire.














































